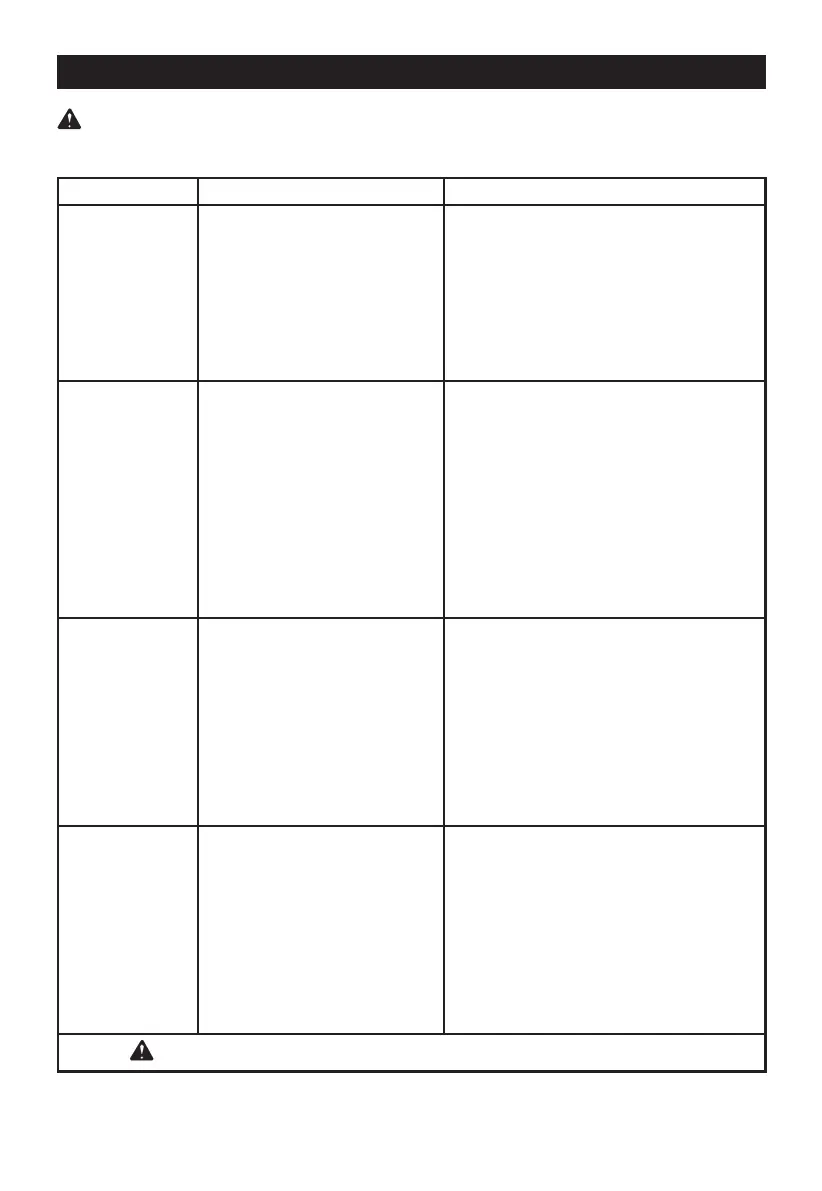
1. Tripped thermal protection device
(Error code:F01).
2. Faulty or improperly connected
Trigger. (Error code:F05).
1. If the Alarm Indicator is illuminated with an
error code F01, Welder has overheated and
shut down. Stop and wait with the Power
Switch ON for the Welder to cool. The Welder
automatically returns to service after cooling
off. Reduce duration or frequency of welding
periods to help reduce wear on the Welder.
2. Ensure the gun connection is properly seated
on machine. Qualified technician must check
and secure/replace Trigger.
PROBLEM POSSIBLE CAUSES LIKELY SOLUTIONS
When switched
on, Power
Indicator lights but
Welder does not
function
1. Unit is not connected to outlet
properly.
2. Outlet is unpowered.
3. Circuit supplies insufficient input
voltage or amperage.
4. Plug does not have correct rating.
1. Improper ground connection.
2. Improperly sized Contact Tip.
3. Excessively worn Contact Tip.
4. Dirty Contact Tip.
1. Verify the voltage at the outlet and the
connection to the outlet.
2. Check circuit breaker/GFCI devices; if any are
tripped, determine and remedy cause before
resetting.
3. Verify that the circuit is designed to supply the
required input voltage and amperage as
detailed on the Specifications table. If the
Voltage Input/Thermal Overload Indicator is
illuminated on machine, check the input
voltage to ensure it is within specified range.
4. Make sure installed plug is correct rating. See
Specifications on page 7.
1. Make certain that the workpiece is contacted
properly by the Ground Clamp and that the
workpiece is properly cleaned near the
ground clamp and the welding location.
2. Verify that Contact Tip is the proper size for
welding wire. If needed, replace Contact Tip
with proper size and type.
3. Check that the hole in the tip is not deformed
or enlarged. If needed, replace Contact Tip
with proper size and type.
4. Properly clean Contact Tip.
Power ON Indicator
does not light when
switched on
Wire feeds, but arc
does not ignite
1. Shielding gas cylinder is empty.
2. Not enough or too much
shielding gas.
3. Dirty workpiece.
4. Gun is being used too far away
from workpiece.
5. Polarity is incorrect for the
application.
6. Dirty welding wire is introducing
contamination into the weld.
1. Check gas cylinder and replenish as
necessary.
2. Check gas regulator to ensure proper flow.
3. Clean workpiece down to bare metal.
4. Check that CTWD (contact tip to work
distance) is proper for the procedure.
5. Check the polarity and ensure it is DCEP for
MIG and DCEN for Flux-Cored.
6. Make certain that welding wire is clean and
free of rust and residues.
Porosity in the
weld metal
12
TROUBLESHOOTING – MIG / FLUX-CORED WELDING (CONTINUED)
IMPORTANT!
Be CERTAIN to shut off the Welder, disconnect it from power, and discharge the MIG Gun to ground before
adjusting, cleaning, or repairing the unit.
Follow all safety precautions whenever diagnosing or servicing the equipment.
 Loading...
Loading...