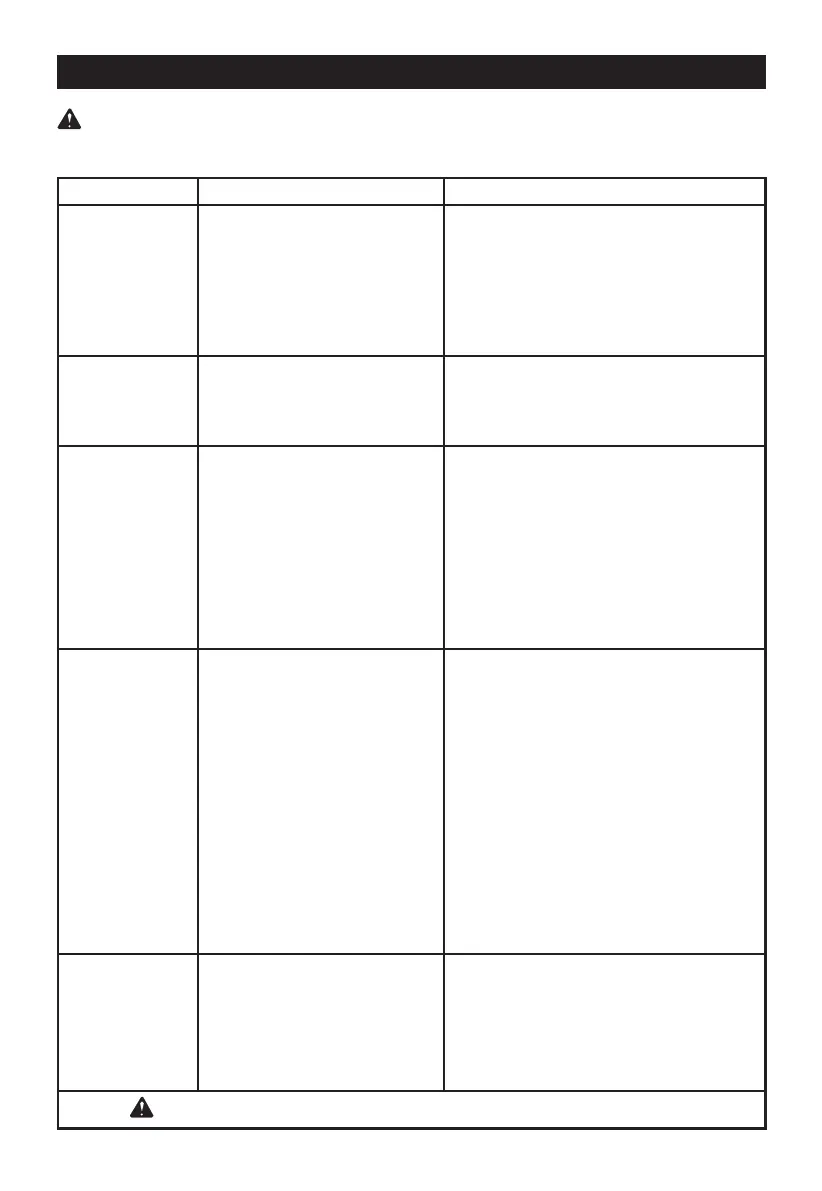
1. Insufficient wire feed tension.
2. Incorrect wire feed roller size.
3. Damaged MIG Gun, cable, or
liner assembly.
4. Feed Tensioner is too tight.
1. Increase wire feed tension properly.
2. Flip roller to correct size, follow the Feed
Roller instructions on page ?.
3. Have a qualified technician inspect these
parts and replace as necessary.
4. Loosen Feed Tensioner so it applies only
enough pressure to prevent continued
spinning after the Gun Trigger is released.
PROBLEM POSSIBLE CAUSES LIKELY SOLUTIONS
Wire feed motor
runs but wire does
not feed properly
1. Excess wire feed tension.
2. Incorrect Contact Tip size.
3. Damaged liner.
1. Adjust wire feed pressure properly.
2. Replace with the proper tip for wire used.
3. Have a qualified technician inspect and
repair/replace as necessary.
Wire creates a
bird’s nest during
operation
1. Gun cable is severely bent and
Wire Feed mechanism cannot
feed wire.
2. Gun liner is clogged or worn.
3. Gun liner is too small for welding
wire being used.
4. Wire is tangled on the spool.
5. Wire is not making contact with
Feed Rollers.6. Feed Roller is not
making enough contact with wire
or is crushing flux-cored wire.
1. Wire not feeding properly.
2. Incorrect Contact Tip or liner size
or excessive wear.
3. Incorrect wire feed speed.
4. Loose MIG Gun cable or ground
cable.
5. Damaged MIG Gun or loose
connection within Gun.
6. Incorrect polarity for process
being run.
7. Gas coverage may be insufficient
or too high.
8. Poor connection with workpiece.
1. Straighten Gun cable.
2. Check gun liner for obstruction. Replace if
necessary.
3. Check that gun liner is correct size for wire.
4. Check wire for cross winding or tangled
spool.
5. Check Feed Rollers and ensure correct
groove for wire diameter is being used.
6. Check Feed Tensioner and ensure it is set
properly.
1. See first Troubleshooting section above.
2. Replace with the proper tip or liner size for
wire used.
3. Adjust wire feed speed to achieve a more
stable arc.
4. Check to ensure that all connections are tight.
5. Have a qualified technician inspect and
repair/replace as necessary.
6. Ensure polarity is correct for operation: DCEP
for MIG and DCEN for Flux-Cored.
7. Ensure gas flow rate is set according to
Settings Chart. Make sure MIG Gun Cable
Connector is fully inserted into Wire Feed
mechanism with no O-Rings exposed.
8. Check the ground clamp connection to the
workpiece and machine. Ensure the MIG
Gun is properly secured.
Wire stops during
welding
Welding arc not
stable
1. Incorrect line voltage.
2. Improper gauge or length of
cord.
3. Not enough current.
1. Check the line voltage and, if insufficient, have
a licensed electrician remedy the situation.
2. Do not use an extension cord on this Welder.
Use only the supplied power cord for this
Welder or an identical replacement cord.
3. Switch current to proper setting for metal
thickness.
Weak arc strength
11
TROUBLESHOOTING – MIG / FLUX-CORED WELDING
IMPORTANT!
Be CERTAIN to shut off the Welder, disconnect it from power, and discharge the MIG Gun to ground before
adjusting, cleaning, or repairing the unit.
Follow all safety precautions whenever diagnosing or servicing the equipment.
 Loading...
Loading...