14 AGL_HP_VS_YHV2P_E_Rev0
▪ Heat area 2 until braze temperature is attained, moving the torch up and down and rotating
around the tube as necessary to heat the tube evenly. Add braze material to the joint while
moving the torch around the joint to flow braze material around the circumference.
▪ After the braze material flows around the joint, move the torch to heat area 3. This will draw the
braze material down into the joint. The time spent heating area 3 should be minimal.
▪ As with any brazed joint, overheating may be detrimental to the final result.
NOTE: Since the discharge stub contains a check valve, care must be taken not to overheat
it to prevent brazing material from flowing into it.
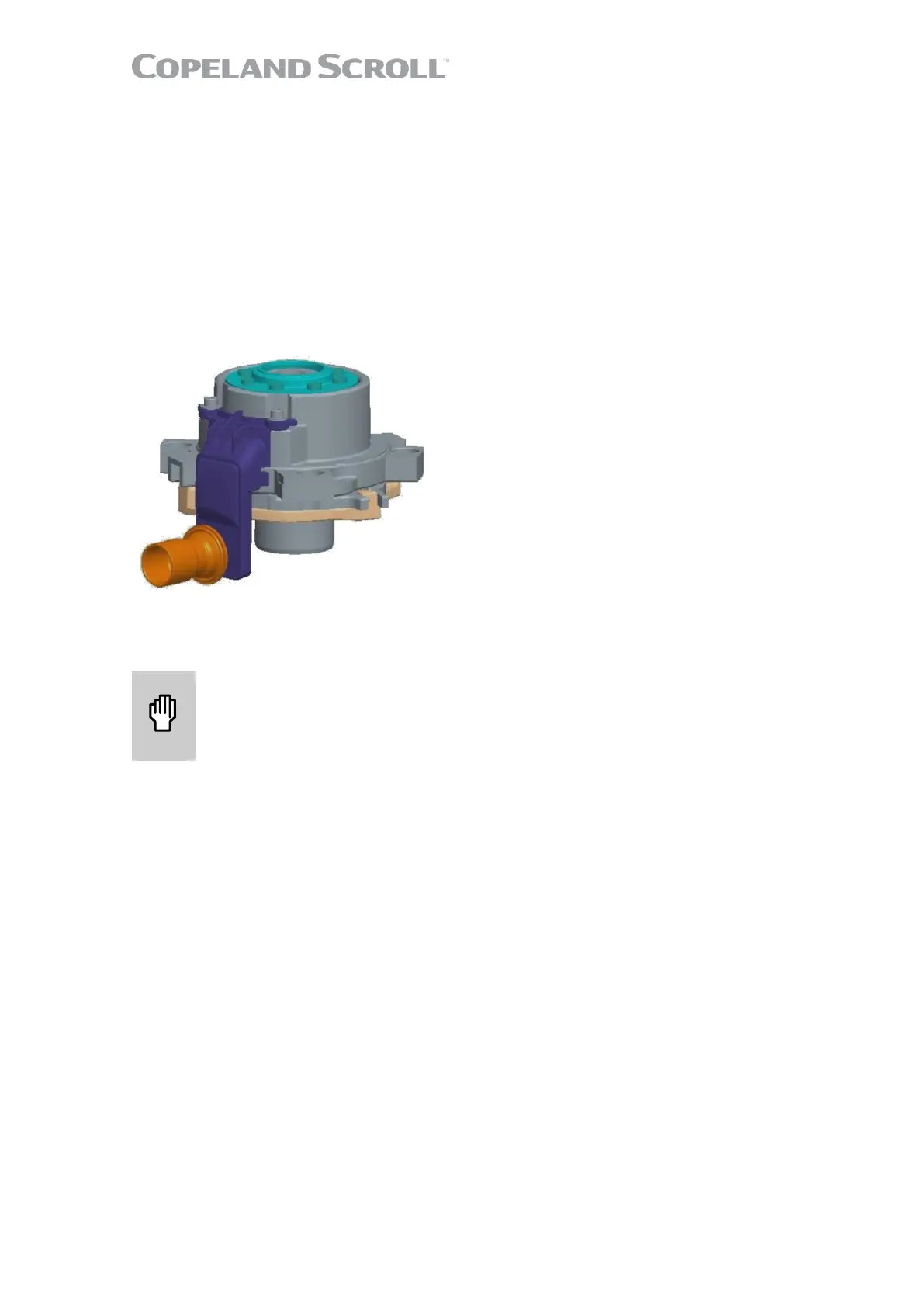
NOTE: YHV*2P compressors include a suction funnel to guide the suction gas internally
directly to the scrolls. Since the funnel is made of plastic, a wet rag or any other suitable heat
protection must be used when brazing the suction line to the compressor.
Figure 15: Suction funnel (purple part) in YHV*2P compressors
3.3 Suction line accumulators
CAUTION
Inadequate lubrication! Bearing and moving parts destruction! Avoid
liquid refrigerant returning to the compressor. Liquid refrigerant dilutes the
oil, could wash the oil off the bearings, moving parts and could lead to
overheating and compressor failure.
Application of A2L refrigerants could have an impact on the PED classification (pressure equipment
directive 2014/68/EU). Select and determine the correct PED classification of refrigeration
components, such as suction accumulators.
Irrespective of system charge, oil dilution may occur if large amounts of liquid refrigerant repeatedly
flood back to the compressor during, e.g.:
▪ normal off cycles
▪ defrost
▪ varying loads
Due to Copeland Scrolls inherent ability to handle liquid refrigerant in flooded start and defrost cycle
operation, an accumulator is not required for durability in most systems. However, large volumes of
liquid refrigerant repeatedly flooding back to the compressor during normal off cycles, or excessive
liquid refrigerant flooding back during defrost or varying loads can dilute the oil, no matter what the
system charge is. As a result, bearings and moving parts will be inadequately lubricated and wear
may occur.
To determine if the accumulator can be removed, dedicated tests must be carried out to ensure that
excessive liquid does not flood back to the compressor during defrost or varying loads. The defrost
test must be done at an outdoor ambient temperature of around 0 °C in a high relative humidity
environment. Liquid flood back must be monitored during reversing valve operation, especially when
coming out of defrost. Excessive flood back occurs when the sump temperature drops below the safe
operation line shown in the oil dilution chart, see Chapter 5.13.
If an accumulator is used, the oil-return orifice should be from 1 to 1.4 mm in diameter for all YHV*2P
models depending on compressor size and compressor flood-back results. To protect this small
orifice from plugging with system debris a large-area protective screen no finer than 30 x 30 mesh
(0.6 mm openings) is required. Tests have shown that a small screen with a fine mesh can easily
 Loading...
Loading...











