SBG 4910
141
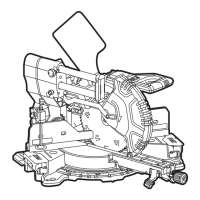
Poluzować nakrêtki szeœciok¹tne a
(klucz nr 10) obu zewnêtrznych
prowadnic taœmy tn¹cej.
Œrubê b (klucz nr 10) przekrêcić lekko
w kierunku przeciwnym do ruchu wskazó-
wek zegara, a¿ do uwolnienia taœmy tn¹cej.
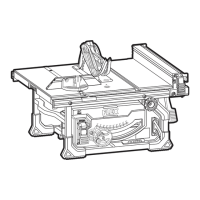
Taœmê tn¹c¹ zdj¹ć najpierw z kr¹¿ków
zwrotnych, a nastêpnie z prowadnic.
Zało¿yć now¹ taœmê tn¹c¹:
Najpierw na prowadnice, a nastêpnie
na kr¹¿ki zwrotne.
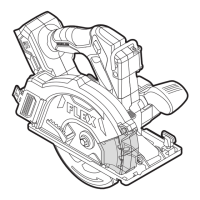
Zwracać uwagê na kierunek ciêcia!
Naprê¿yć taœmê tn¹c¹ (patrz strona 134).
Ustawić prowadnicê taœmy tn¹cej, w tym
celu przekrêcić lekko œrubê b (klucz nr 10)
w kierunku zgodnym z ruchem wskazówek
zegara, a¿ prowadnica dotknie taœmê
tn¹c¹.
WSKAZÓWKA!
Prowadnice taœmy tn¹cej musz¹ być tak
nastawione, aby lekko dotykały taœmê tn¹c¹
iobracały siê przy jej przejœciu. Nie mog¹ być
zalokowane!
Dokrêcić nakrêtkê szeœciok¹tn¹ a
(klucz nr 10).
Zamocować obudowê ochronn¹.
Prowadnicê taœmy tn¹cej (21) ustawić
wpozycji pracy i dokrêcić dŸwigniê
naprê¿aj¹c¹ (22).
Rozbieg taœmy tn¹cej
WSKAZÓWKA!
Aby uzyskać optymalny wynik ciêcia ka¿d¹
now¹ taœmê tn¹c¹ nale¿y poddać procedurze
rozbiegu.
W tym celu:
Prêt stalowy o Ø 40–50 mm zamocować
wimadle.
Wykonać trzy ciêcia w pełnym materiale,
patrz rozdział „Piłowanie ze stolikiem
maszyny“. Pierwsze ciêcie rozpocz¹ć
z bardzo nieznacznym naciskien na
uchwyt rêczny, przy nastêpnych ciêciach
ka¿dorazowo zwiêkszyć nieco nacisk.
Przy ostatnim ciêciu czas przecinania
nie powinien być krótszy ni¿ 4 minuty!
Prawidłowo przeprowadzony rozbieg powoduje
zwiêkszenie jakoœci ciêcia i przedłu¿a okres
trwałoœci taœmy tn¹cej.
 Loading...
Loading...