4
NETZ- HAUPTSCHALTER (siehe Abb.9)
DIGITAL-AMPEREMETER
- Anzeige des Hauptstromes
Sollwert ð gewünschter Schweißstrom
Istwert ð tatsächlicher Schweißstrom
DIGITAL-VOLTMETER
- Anzeige der Schweißspannung
FUNKTIONSWAHLTASTE
a) 2-TAKTBETRIEB
b) 4-TAKTBETRIEB
c) 2-TAKTBETRIEB +
d) 4-TAKTBETRIEB +
- Lichtbogendynamik und Hotstart sind außer Betrieb
- bei Fernregler TR 50mc, TR 51mc und TR 52mc erfolgt die
Umschaltung auf die jeweilige Betriebsart automatisch
- LED-Anzeigen od. bzw. + od. + leuchten
e) ELEKTRODEN-HANDSCHWEISSEN
- LED-Anzeige leuchtet und Leerlaufspannung wird ange-
zeigt
- vorgegebene Werte für Dynamik und Hot-Start gelten
- über Fernregler TPmc und internes Menü können die
Parameter verändert werden
LED-ANZEIGE FÜR E-HANDSCHWEISSBETRIEB
- Anwahl über Funktionswahltaste
- die LED-Anzeige für den Hauptstrom I
H
leuchtet nur
während des Schweißvorganges
- der Schweißstrom liegt an den Strombuchsen ,
- den Schweißstrom können Sie mit dem Hauptstromregler
oder dem Regler des Fernreglers TPmc einstellen
LED-ANZEIGE FÜR BERÜHRUNGSZÜNDEN
- Anwahl über Funktionswahltaste
- leuchtet in Verbindung mit LED oder
- nach Eintasten und Werkstückberührung der Wolfram-
elektrode erfolgt die Zündung des Lichtbogens
- der bei Werkstückberührung fließende Kurzschlußstrom
entspricht dem Minimumstrom
Anwendung: Überall wo Hochfrequenz beim Zündvorgang Stö-
rungen verursacht
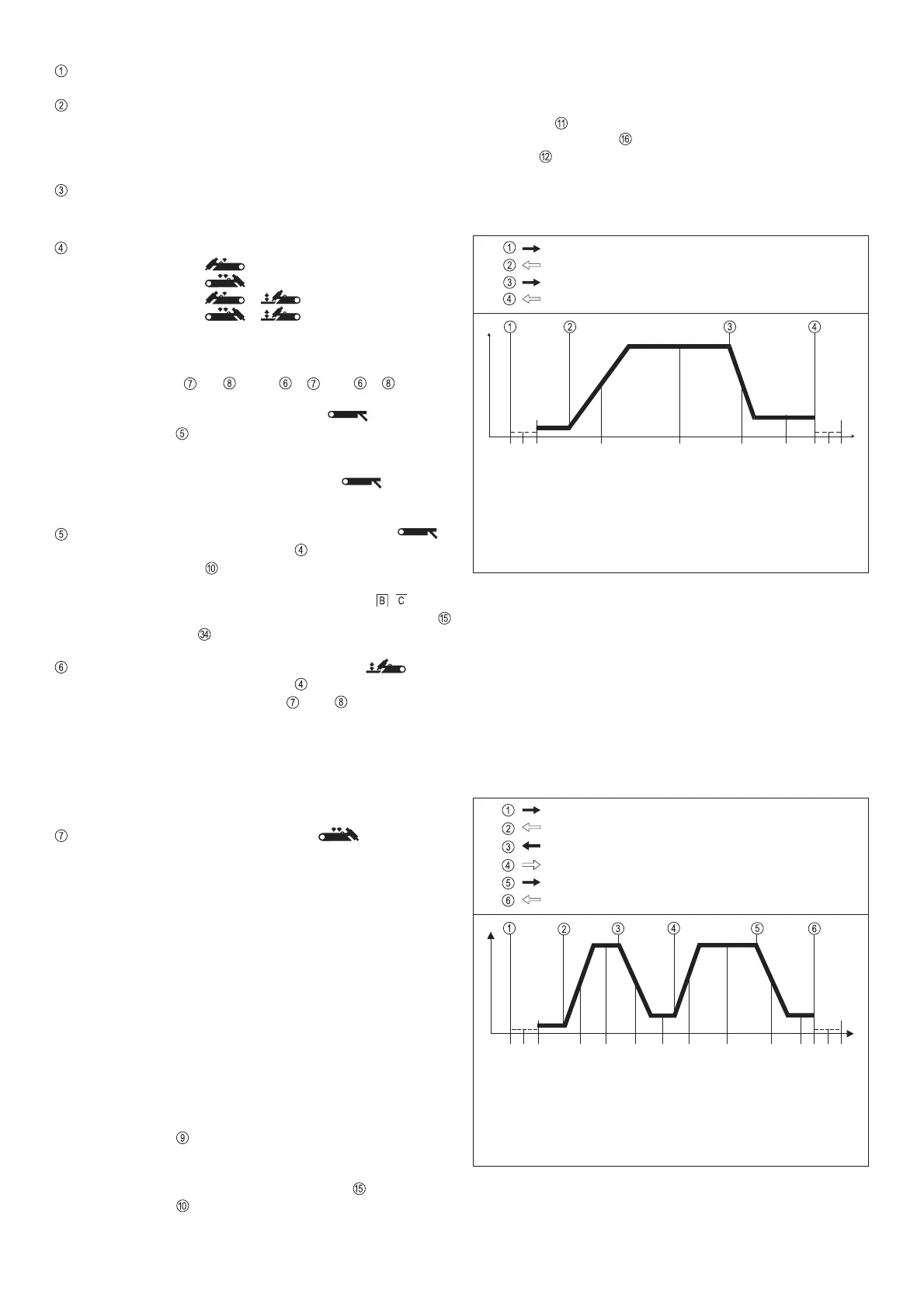
LED-ANZEIGE FÜR 4-TAKTBETRIEB
4-Taktbetrieb - ohne Zwischenabsenkung
- im Handschweiß- oder Automatenbetrieb für fehlerfreie
Schweißverbindungen
- einstellbare Parameter wie Gasvorströmung, Suchlicht-
bogen, Stromanstiegszeit, Hauptstrom, Stromabsenkzeit,
Endkraterstrom und Gasnachströmzeit
- in Programmebene "EBENE VOREINSTELLUNGEN ---"
(Kapitel "Arbeiten mit den Programmebenen"), Parameter
WIG, muß die Einstellung für SFS auf "OFF" stehen
Funktionsablauf (Abb.4):
1. Zurückziehen und Halten der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet mit dem Wert des eingestellten Suchlicht-
bogenstromes I
S
(bei HF-Zünden: HF schaltet nach dem
Zündvorgang selbsttätig ab)
- LED-Anzeige leuchtet
2. Loslassen der Brennertasterwippe
- Strom steigt mit eingestellter Zeit (Up-Slope) bis zum Wert
des eingestellten Hauptstromes I
H
(Regler ) an.
- LED-Anzeige leuchtet
}
WIG-Schweißen mit
Berührungszünden
}
WIG-Schweißen mit
HF-Zünden
3. Erneutes Zurückziehen und Halten der Brennertaster-
wippe
- Schweißstrom sinkt mit der eingestellten Zeit (Down-Slope,
Regler ) bis zum Wert des eingestellten Endkraterstro-
mes I
E
ab (Regler , Endkraterfüllung)
- LED
leuchtet
4. Loslassen der Brennertasterwippe
- Lichtbogen erlischt
- intern eingestellte Gasnachströmzeit läuft ab
Zyklus-Start
Gasvorströmzeit
Stromanstieg über Up-Slope
Stromabsenkung über
Down-Slope
Gasnachströmzeit
Schweißende
Endkraterstrom
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Loslassen der Brennertasterwippe
Zünden des Lichtbogens
mit Suchlichtbogenstrom I
S
Schweißen mit einge-
stelltem Hauptstrom I
H
Abb. 4 Funktionsablauf 4-Taktbetrieb - ohne Zwischenabsenkung
Zurückziehen und Halten der Brennertasterwippe
I
S
I
H
I
E
I
t
Vordrücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Loslassen der Brennertasterwippe
Abb. 4a Funktionsablauf im 4-Taktbetrieb - Variante I - mit Zwischenabsenkung
Erneutes Zurückziehen und Halten der Brennertasterwippe
I
S
I
H
I
E
I
t
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
E
I
H
Zyklus-Start
Gasvorströmzeit
Stromanstieg über
Up-Slope
Stromabsenkung über
Down-Slope
Gasnachströmzeit
Schweißende
Endkraterstrom
Zünden des Lichtbogens
mit Suchlichtbogenstrom I
S
Schweißen mit einge-
stelltem Hauptstrom I
H
Stromanstieg über
Up-Slope
Stromabsenkung über
Down-Slope
Schweißen mit einge-
stelltem Hauptstrom I
H
Endkraterstrom
4-Taktbetrieb - mit Zwischenabsenkung (Abb.4a)
- Abruf über WIG-Brenner mit Doppeltaster-Funktion
- Zwischenabsenkung auf den Absenkstrom I
E
:
- Absenkmöglichkeit des Schweißstromes vom Haupt- auf
den Absenkstrom I
E
und zurück, ohne den Schweißablauf
zu unterbrechen
- in Programmebene "EBENE VOREINSTELLUNGEN ---"
(Kapitel „Arbeiten mit den Programmebenen“), Parameter
WIG, muß die Einstellung für SFS auf "OFF" stehen