16
SCHWEISS-STROMREGLER
- stufenlose Einstellmöglichkeit des Schweißstromes
DYNAMIKREGLER
- beeinflußt die Kurzschlußstromstärke im Moment des
Tropfenüberganges (Elektrode / Werkstück)
Bei Skalenwert “0” WIG erhöht sich die Kurzschluß-Strom-
stärke im Moment des Tropfenüberganges nicht (weicher Licht-
bogen).
Anwendungsbereich: WIG-DC-Schweißung, Rutil-Elektroden,
Kb-Elektroden im mittleren und oberen Stromstärkenbereich
Hinweis! Kb-Elektroden neigen, wenn sie unterbelastet
verschweißt werden, zum Festkleben am Werkstück.
Bei Skalenwert “10”
erhöht sich die Kurzschluß-Strom-
stärke im Moment des Tropfenüberganges erheblich (harter
Lichtbogen).
Anwendungsbereich: Kb-Elektroden (grobtropfig) sofern diese
im unteren Strombereich verschweißt werden (Steignaht,
Kantenauftragung, Wurzel usw.).
Wichtig! Mit Erhöhung der Einstellwerte am Dynamikregler erge-
ben sich bei Rutil-, Kb- und Sonderelektroden folgende Merkmale:
- gutes Zündverhalten
- Verminderung von Schweißaussetzern
- geringes Festbrennen
- gute Wurzelerfassung
- fallweise etwas mehr Spritzer
- Gefahr des “Durchfallens” bei der Dünnblechschweißung
Diese Symptome treffen für feintropfige Elektroden (Ti) eher nicht
zu, da der Werkstoffübergang beinahe kurzschlußfrei erfolgt.
Abb.21 Beeinflussung der Konstantstromkennlinie durch den Dynamikregler
im Kurzschlußmoment. Eingestellter Schweißstrom: 100 A
V
DYNAMIKREGLER
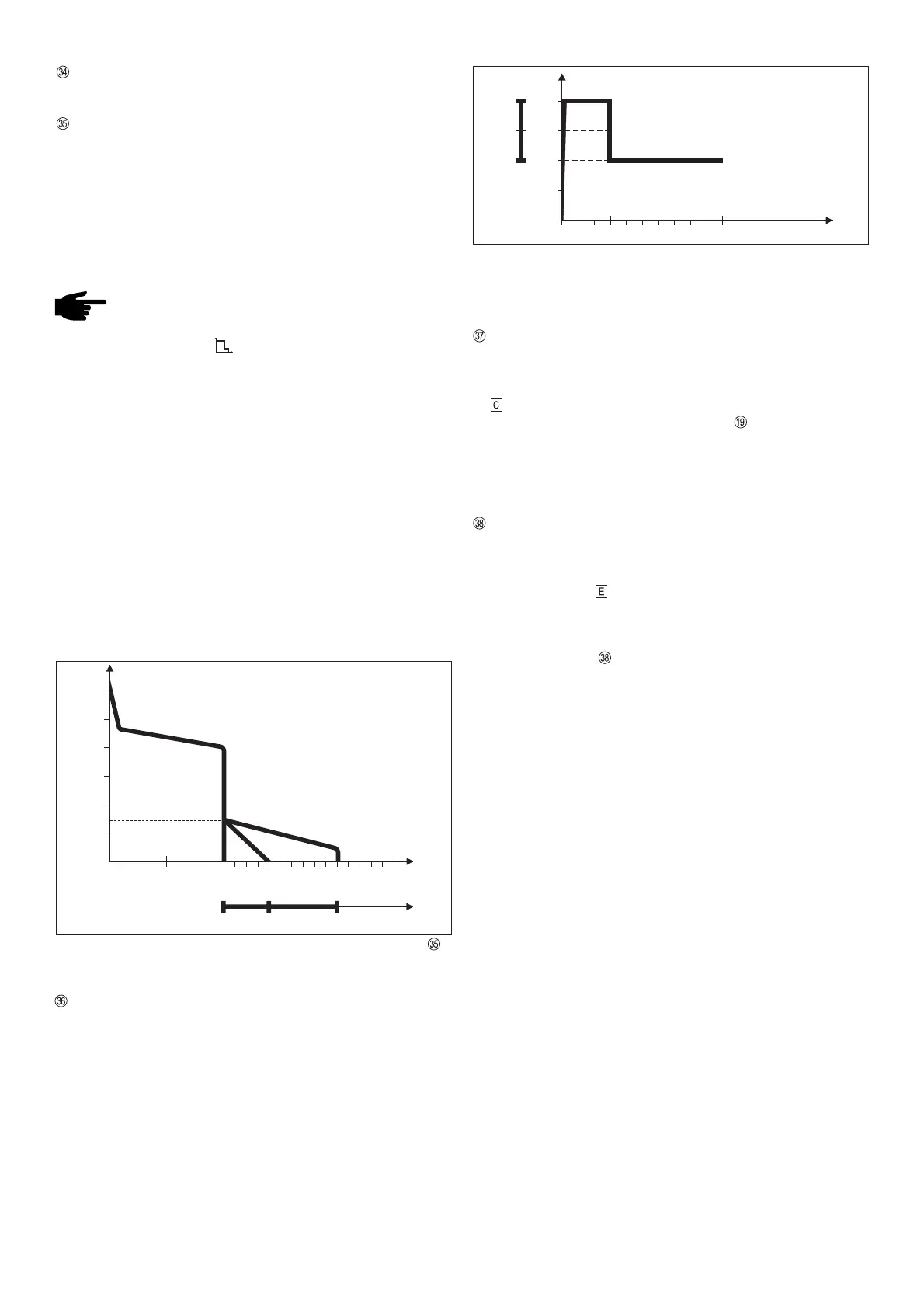
HOT-START-EINSTELLREGLER
- nur wirksam während der Zündphase der Elektrode
- verbesserte Zündeigenschaften auch bei schwer zündbaren
Elektroden
- besseres Aufschmelzen des Grundmaterials in der Zünd-
phase, daher weniger Kaltstellen
- Vermeidung von Schlackeeinschlüssen
- prozentuelle Addition zum eingestellten Schweißstrom
60
50
40
30
20
10
50 100 150 200 2500
5100
A
HOT-START
Wichtig! Der Hot-Start Gesamtstrom wird durch den Maximal-
strom der Anlage begrenzt.
POLWAHLSCHALTER (nur TP mc-CEL)
Umschaltmöglichkeit der Elektroden-Polarität.
Wichtig! Priorität hat die am Fernregler angewählte Polung;
vorausgesetzt, das Elektroden-Handkabel ist in Strombuchse
eingesteckt. Wird ohne Fernregler gearbeitet, gelten jene
Polaritäten, die mit Stromart-Wahltaste
angewählt wurden.
Wichtig! Der Polwahlschalter wird bei der Stromquelle TT 2600 /
2600 CEL / 3000 nicht unterstützt. CEL-Elektroden werden nur
von der Stromquelle MW / TT 2600 CEL unterstützt.
BEREICHSSCHALTER FÜR WIG- BZW. ELEKTRODE
(nur TP mc-CEL)
Fernregleranschluß
- Anschlußbuchse der Stromquelle mittels Fernreglerkabel mit
Buchse des Handfernreglers elektrisch verbinden.
- Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben
- Bereichsschalter
in die für die Betriebsart richtige Position
schalten
Schweißen ohne Fernregler
Die Parameter für Hot-Start und Dynamik sind im Gerät auf einen
Mittelwert eingestellt.
Wichtig! Wird der Fernregler TP mc-CEL mit den Stromquellen
MW 2600 CEL und TT 2600 CEL verwendet ändert sich die
Ausgangscharakteristik (fallende Kennlinie).
Abb.22 Zündphase mit HOT-START; Eingestellter Schweißstrom: 100A
t sec
A
200
150
100
1.00
100%
50
0