Gilson Company, Inc. Gilson Binder Ignition System: HM-378
Page 5
7.1 Introduction
This section describes preparation and burnout procedures
using the Gilson HM-378 Binder Ignition System for de-
termination of binder content in hot-mix asphalt. Example
temperatures and times noted have proven suitable with
many sample types. Variations in temperatures and/or
times may be necessary to comply with procedures of
agencies developing standard test methods or to suit vari-
ous sample quantities. Recommended sample quantity
is up to 3,000g.
During a binder ignition test, the asphalt sample is heated
until the binder portion ignites (see Figure 5 for a sche-
matic representation of a typical burnout cycle). The most
volatile components of the binder are ignited first, then
ultimately the coke-type residual products are burned off.
This process results in the main chamber temperature
rising above the set point. Volatilized binder components
are burned to completion in the higher-temperature after-
burner of the furnace.
WARNING!
DO NOT DISCONNECT OR OTHERWISE DEFEAT
FUNCTIONING OF THE DOOR LOCKOUT! During
ignition phase, danger of flashing exists if the door is
opened allowing oxygen to enter the chamber. Injury
from burns is possible. For the operator’s protection,
the door lockout mechanism must be active during
this dangerous period.
7.2 Programming the Controller
The following programming instructions apply to the
Binder Ignition function. The Model HM-378 System has
a dual-purpose controller enabling it to also be used for
custom Ramp-Hold programming as described in Section
8.0 (see Figure 1).
Times and temperatures in Program 1 have been pro-
grammed into the controller at the factory. The furnace
is ready to operate upon installation using this default
program. To vary temperatures or times, re-program the
controller in the sequence of this sample.
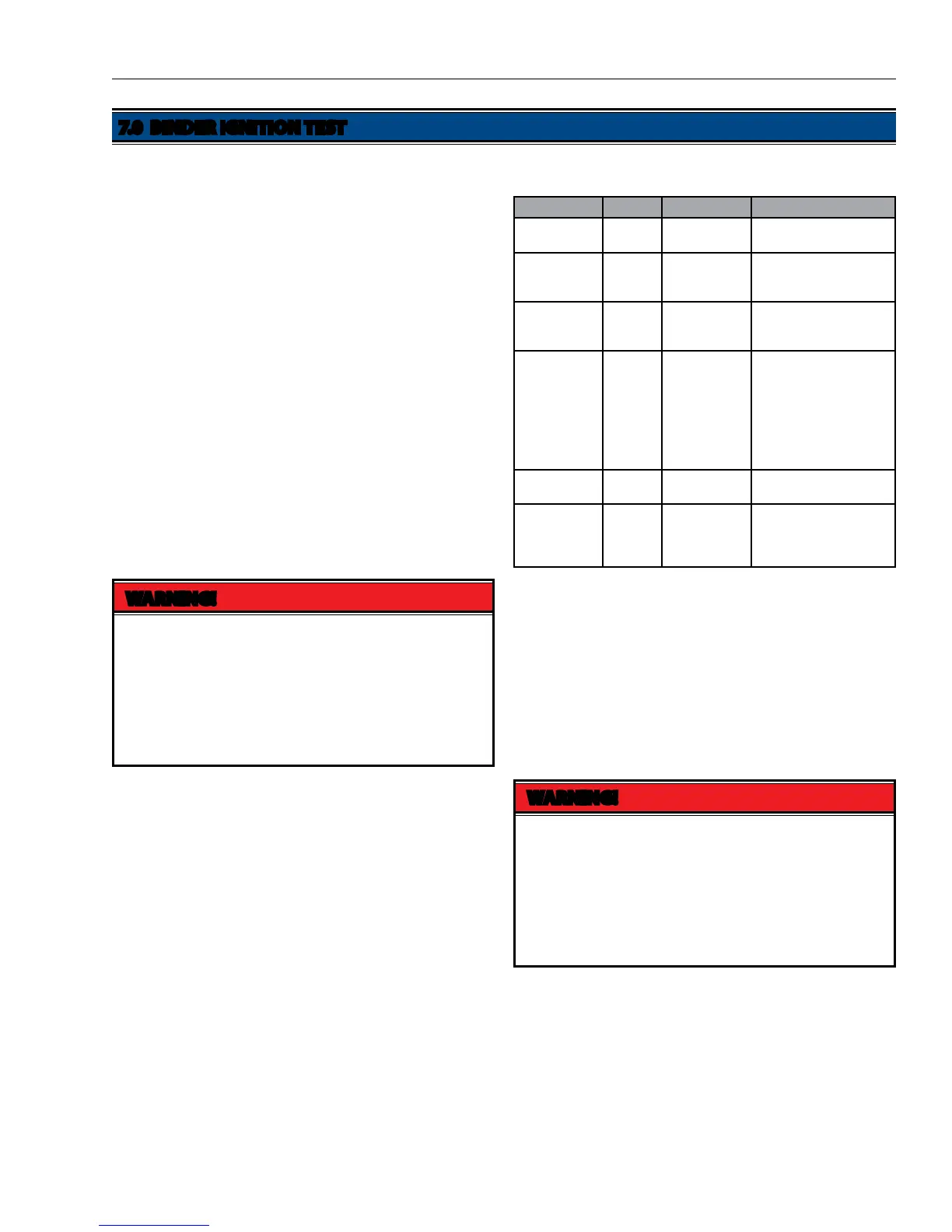
Values to be programmed are:
The following MINIMUM Hold Times are recommended,
depending on size of the sample used. Actual times should
be adjusted based on experimental results:
1,200g 15 Minutes
2,000g 20 Minutes
2,500g 25 Minutes
3,000g 30 Minutes
WARNING!
Programming Shorter time settings may cause the
door to unlock prior to test completion. If less than
the recommended times are programmed, DANGER
will exist from the possibility of a flashback if the door
is opened. DO NOT defeat the intended purpose of
the door lockout by reducing the hold time below
what is recommended.
7.0 BINDER IGNITION TEST
Description Display Default Value Function
Program PRO 1
Selects a memory location
for program being input.
Main Chamber
Preheat
Temperature
CPR 500°C
Main Chamber Tem-
perature setpoint for pre-
heating.
Main Chamber
Burnout
Temperature
CbO 538°C
Main Chamber setpoint
temperature during test-
ing.
Hold Time HOLd 15 Minutes
Period starting when the
main chamber returns to
the programmed burn-
out setpoint temperature
after ignition. At the end
of this period, the test is
complete and the door
lock is released.
Afterburner
Temperature
CAb 850°C
Temperature setpoint for
the Afterburner.
Fan-On
Temperature
CFN 850°C
Temperature setpoint
in Afterburner chamber
when exhaust fan is ac-
tivated.

 Loading...
Loading...