5.2.3 Attenuation parameter adjustment:When completing a section of welding and ending the
arc, in order to ensure good forming, the current is required to gradually decrease to stop. This
parameter is used to adjust the decay time of the current.
Note:When using the "foot pedal" control, this knob is turned counterclockwise to "0"
5.2.4 After flow gas time parameter adjustment:The workpiece after welding is oxidized by the
heat, so after the welding is stopped, the argo
n gas blown by the welding torch is used for a
certain period of time. This parameter is the time after the exhaust gas is adjusted, and the
maximum time can be 10 seconds.
5.2.5 In “MMA” mode,only the welding current, the hot start, arc force, and other functions do
not work.
5.3 Indicator light
Overheat protection indicator: When the welder is working continuously, for a long time or at a
high current, the overheat protection function is set to prevent damage to the device due to
internal heat. When the light is on, the digital display shows -E2, stop working, but not Shut
down, after about 2-3 minutes the device can be automatically restored.
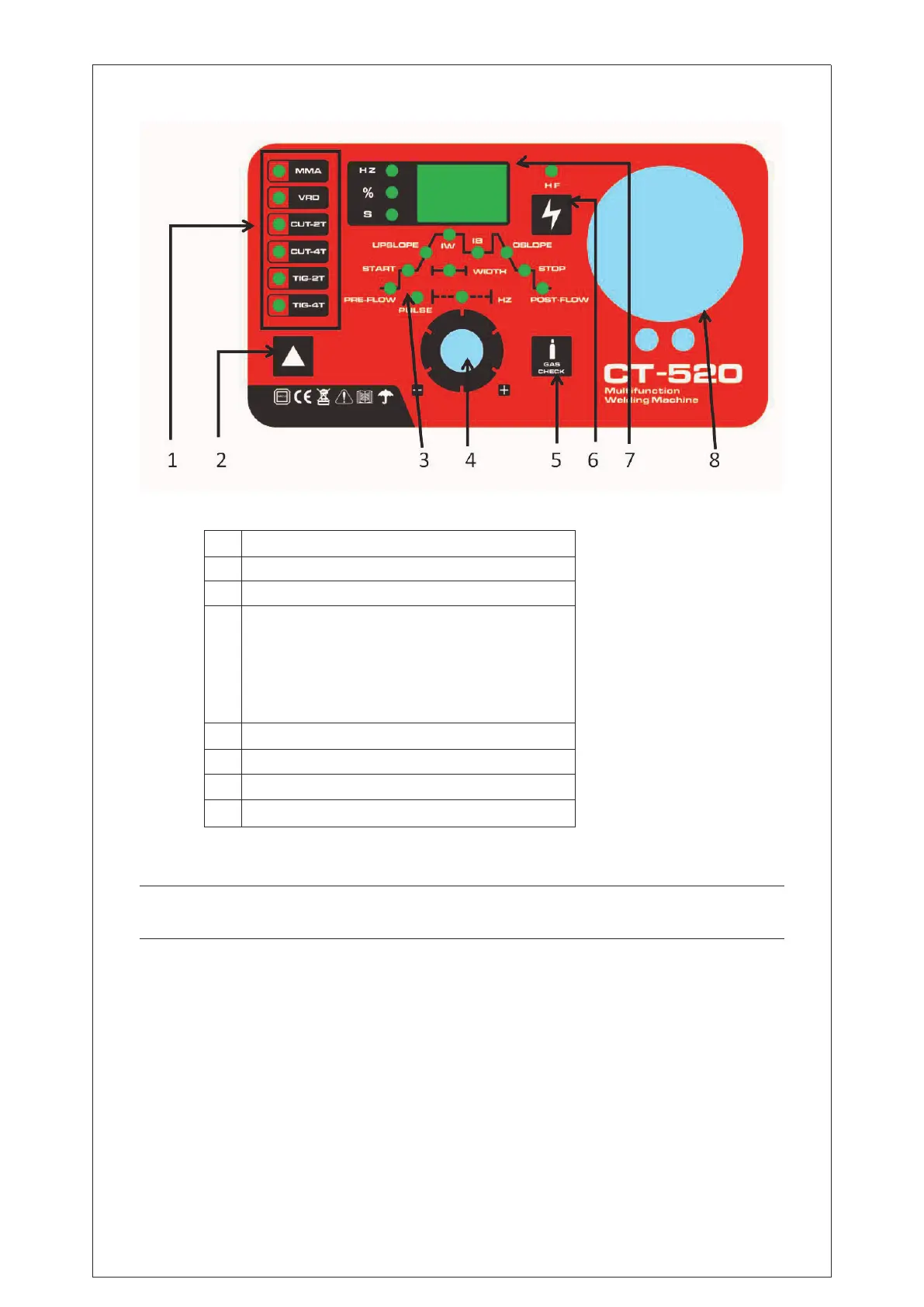
CT-520 panel schematic:
1 2 3 4 5 6 7
8 9 10 11
Welding mode selection button
Function parameter selection
Adjust knob/Confirm button
Cutting torch/TIG torch connector
Electrode holder connector
6.INSTALLATION INSTRUCTION
The machine is equipped with power voltage compensation device. When the power voltage
fluctuates between±15% of rated voltage, it still can work normally.
When the machine is used with long cables, in order to prevent voltage form going down, bigger
section cable is suggested. If the cable is too long, it may have great affluence on the arc-striking
or other performance of cutting system, e.g. the HF arc-striking performance get weak or the
system work abnormally. So cabl
es of configured length are suggested.
6.1 Make sure intake of the machine is not blocked or covered to avoid malfunction of cooling
Welding mode selection
4
Adjust knob / parameter button (press the knob
light to flash, turn the knob to adjust the
indicator to adjust the parameter position,
press the knob again, rotate the knob to adjust
the parameter when the light is not flashing)
Gas check button
Display
8
Barometer display