地址:深圳市南山区中山园路
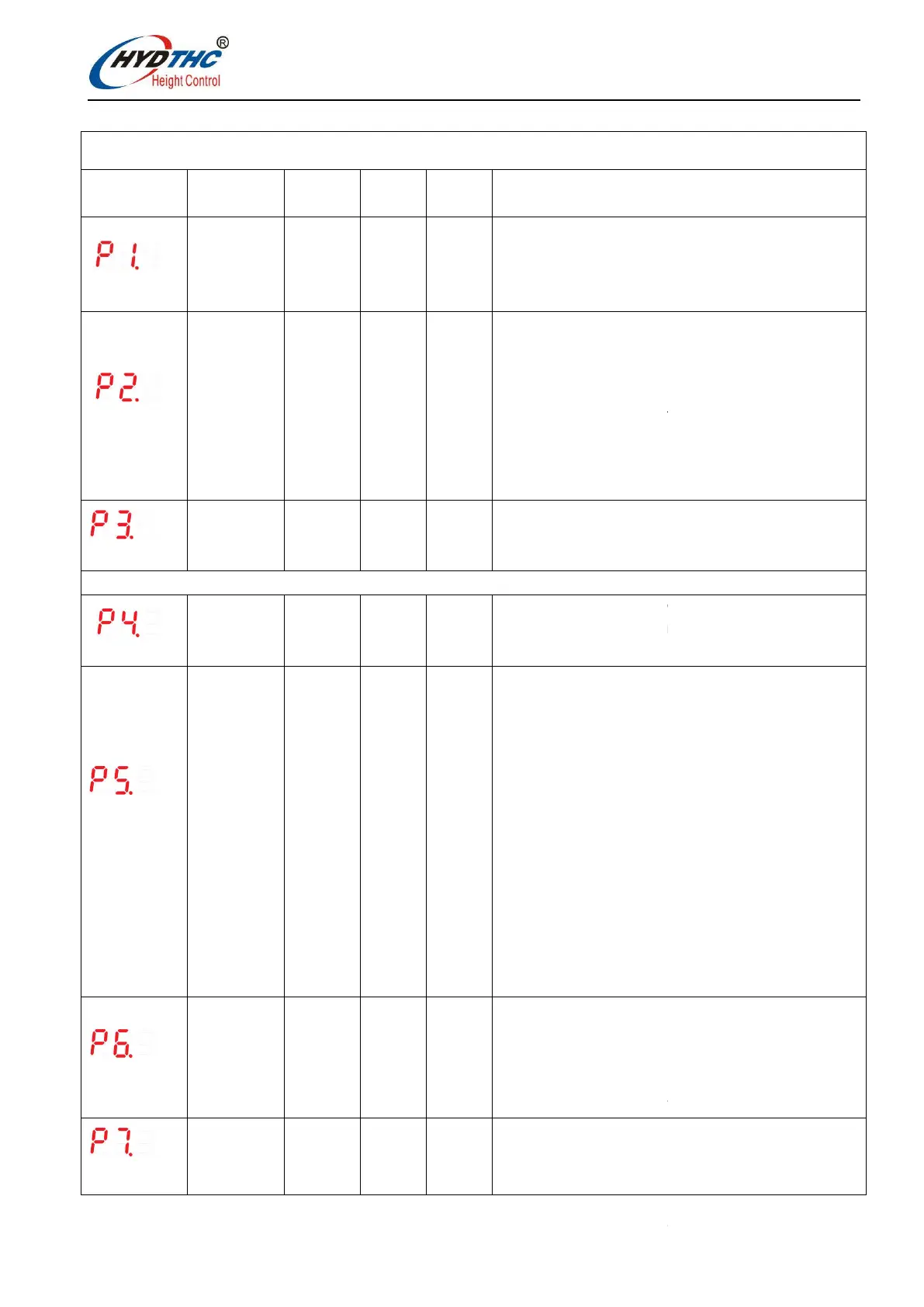
2.4.1、 Parameters details
Parameter
No
Parameter
Name
value
ARC
setting
130
Piercing
time
1
IHS height
0.4
dynamic
pierce
height
0
ARC
sampling
logic
0
Limit logic 0
Corner
signal logic
0
号 E4-6C(TCL 国际 E 城) TEL:755-
-14-
Unit Range
V 50~25
0
Setting a
rc voltage mode effective. Set
arc voltage before cutting, it can be adjusted by
“UP” or “DOWN”to change the setting arc voltage
during cutting.
10mS
00~60
When THC sends the
arc
then will delay the lead in arc voltage to THC,
thus it will
THC.
This parameter is also for dynastic pierce setting.
It’s set via the time of
the
as if it needs 3s for the Arc start process, then it
should be set to 30.
10mS
05~99
This IHS height can be g
the operation panel. It r
torch lifter.
10mS
00~99
This height
is for the plasma arc piercing
to protect the torch consumables.
0,1
1、 When set “0”,
the setting arc voltage by “P1”
set as
for the cutting height during auto work.
2、 when set “1”,
via the CNC’s corner signal,
when the THC is opened the AUTO function,
and take the actual arc voltage as the cutting
arc voltage during auto work. In this mode, it’s
required the CNC with high speed up to the
setting speed to open the auto mode, this is
the at the IHS height during cutting, it can be
used for bevel cutting.
During the cutting, it could be adjust the “UP”
and “DOWN” to change the arc voltage
sample, the cutting height won’t be changed
during the whole cutting work until loose Arc.
0,1 0:
closed.
When the connection is not match to the “P6”
parameter’s setting, then the UP_limit and
Down_limit LED light will be turned on.
0,1 0:corner logic
open auto
Note:This
:755-26729960
rc voltage mode effective. Set
the setting
arc voltage before cutting, it can be adjusted by
“UP” or “DOWN”to change the setting arc voltage
start signal to plasma,
then will delay the lead in arc voltage to THC,
has the anti
-interference function to
This parameter is also for dynastic pierce setting.
the
Arc start to Arc ok. Such
as if it needs 3s for the Arc start process, then it
ot from the IHS test on
the operation panel. It r
elates to the speed of the
is for the plasma arc piercing
height,
to protect the torch consumables.
the setting arc voltage by “P1”
for the cutting height during auto work.
via the CNC’s corner signal,
when the THC is opened the AUTO function,
and take the actual arc voltage as the cutting
arc voltage during auto work. In this mode, it’s
required the CNC with high speed up to the
setting speed to open the auto mode, this is
the at the IHS height during cutting, it can be
used for bevel cutting.
During the cutting, it could be adjust the “UP”
and “DOWN” to change the arc voltage
sample, the cutting height won’t be changed
during the whole cutting work until loose Arc.
;1: limit Normally
When the connection is not match to the “P6”
parameter’s setting, then the UP_limit and
Down_limit LED light will be turned on.
; 1: corner logic
be matched with CNC