52 ©2013 Johnson Level & Tool - Rev. 1
Calibrage de la précision de l’axe des X
1. Tournez la molette du verrou à la position verrouillée (« OFF »).
2. Retirez le bouchon en caoutchouc de l’ouverture d’autocali-
brage de l’axe des X qui se trouve à l’intérieur du comparti-
ment de piles. Réglez la vis à poids à
l’intérieur de l’outil au moyen d’un
tournevis à pointe plate.
3. Si le repère « A » est au-dessus du
repère « O », tournez le tournevis dans
le sens antihoraire. Si le repère « A »
est au-dessous du repère « O »,
tournez le tournevis dans le sens horaire. (La rotation d’un
tour du tournevis modifiera la raie laser de 1 mm.)
4. Vérifiez à nouveau la précision en effectuant l’autocalibrage de
la précision de l'axe des X. Si la précision demeure au-delà
des spécifications, réglez à nouveau la vis à poids jusqu’à ce
que la précision soit correcte.
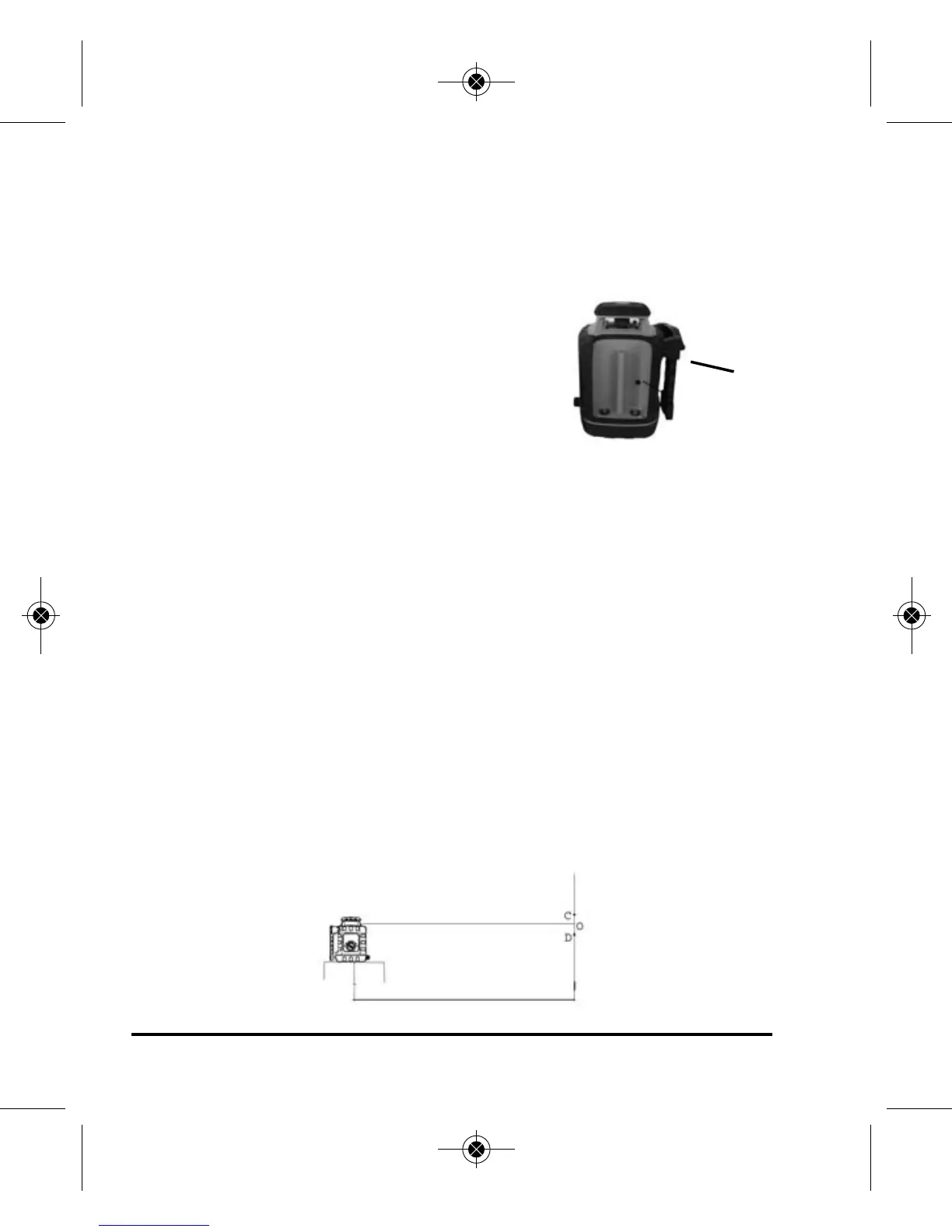
Contrôle automatique de la précision de l’axe des Y
1. Faites pivoter l’outil de 90° et placez-le sur la surface plane.
2. Vérifiez la précision de l’axe des Y en suivant la même procédure
qu’avec l’axe des X (marquez les repères comme «C» et «D»).
3. Si la précision ne correspond pas aux spécifications, l’outil
peut être calibré comme suit.
Ouverture de l’au-
tocalibrage de
l’axe des X
Mur
7365H-All_Manuals 10/14/13 2:54 PM Page 52