92
J
M
N
F
G
H
L
Fig. 8.2
Tab. 8.1
ED0053030410
INFORMATION ABOUT OVERHAULING
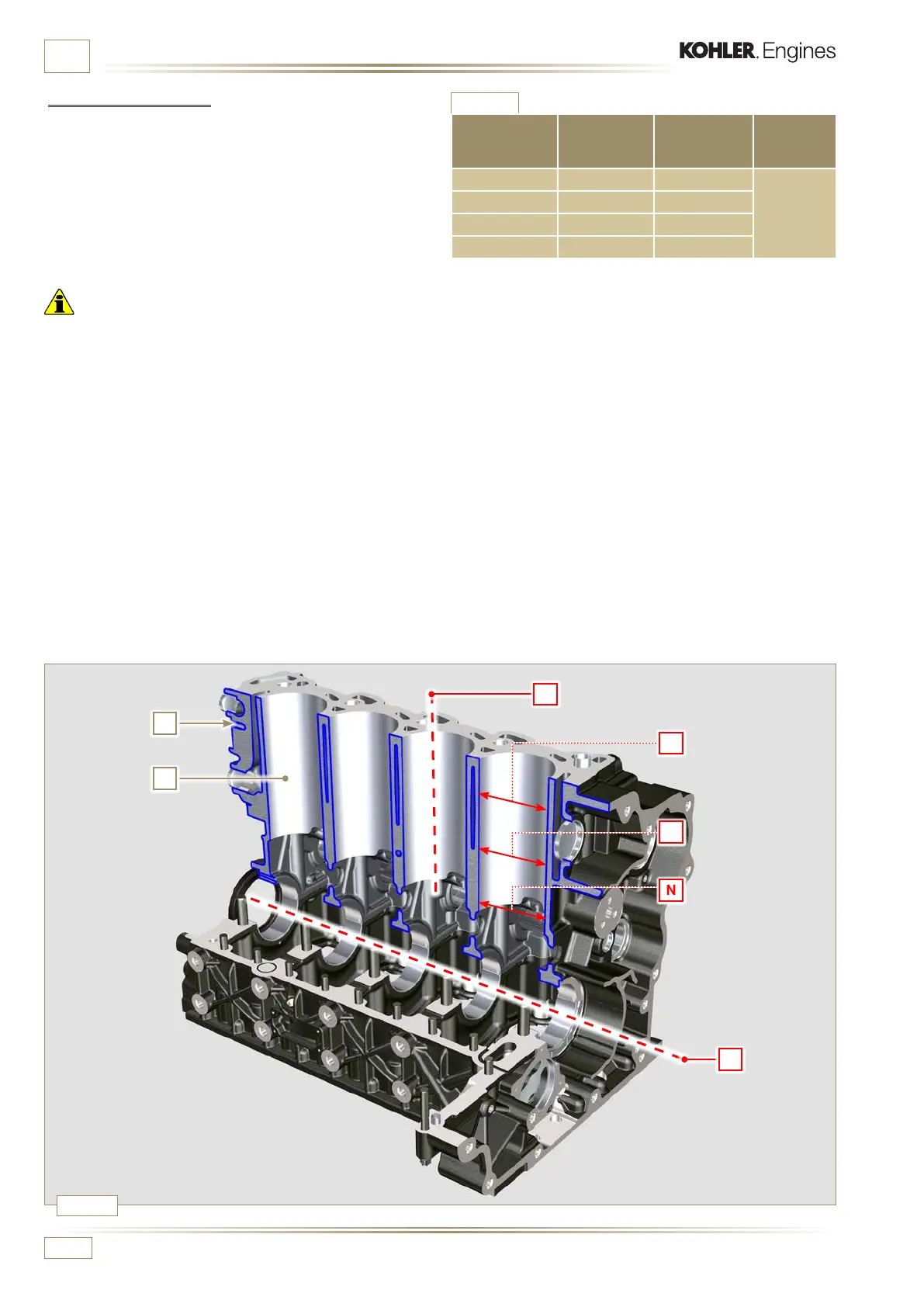
8.2.2 Cylinder check
Position crankcase G onto a workbench.
With a dial gauge, measure the diameter in correspondence to
points J-M-N (Fig. 8.2) lengthwise and diagonally with regard
to axis H of the crankshaft.
If ovalisation or wear detected in a single point in J-M-N is
greater than +0.05 mm with regard to the value in Tab. 8.1, you
are required to perform grinding operations on all cylinders F.
Refer to Tab. 8.1 to establish the clearance value of cylinders
subjected to grinding operations.
Important
• Grinding is prohibited before 10000 h of operation on all
engines provided with an EPA name plate (refer to Par. 1.3).
• The grinding involved is of +0.20, +0.50 and + 1 mm.
• Cylinder grinding operations must observe KOHLER
SPECIFICATIONS - cod. ED0035612500.
• Grinding must be strictly performed on all cylinders F.
Tab. 8.1 d e t a i l s t h e d i m e n s i o n a l v a l u e s o f n e w c o m p o n e n t s o n l y.
(1)
The increase of +0.20 mm, may already be present on the
engine.
Grinding values
PISTON
Ø CYLINDER
(± 0.007 mm)
Ø PISTON
(± 0.007 mm)
CLEARANCE
VALUE (mm)
STD 96.010 95.950
0.046 - 0.074
+0.20
(1)
96.210 96.150
+0.50 96.510 96.450
+1.00 97.010 96.950
 Loading...
Loading...