Valve Seat Ring
Repair / Checking
A5.05. 01.08.02.01
M20
en / 30.09.2010 IB023062 4/5
01
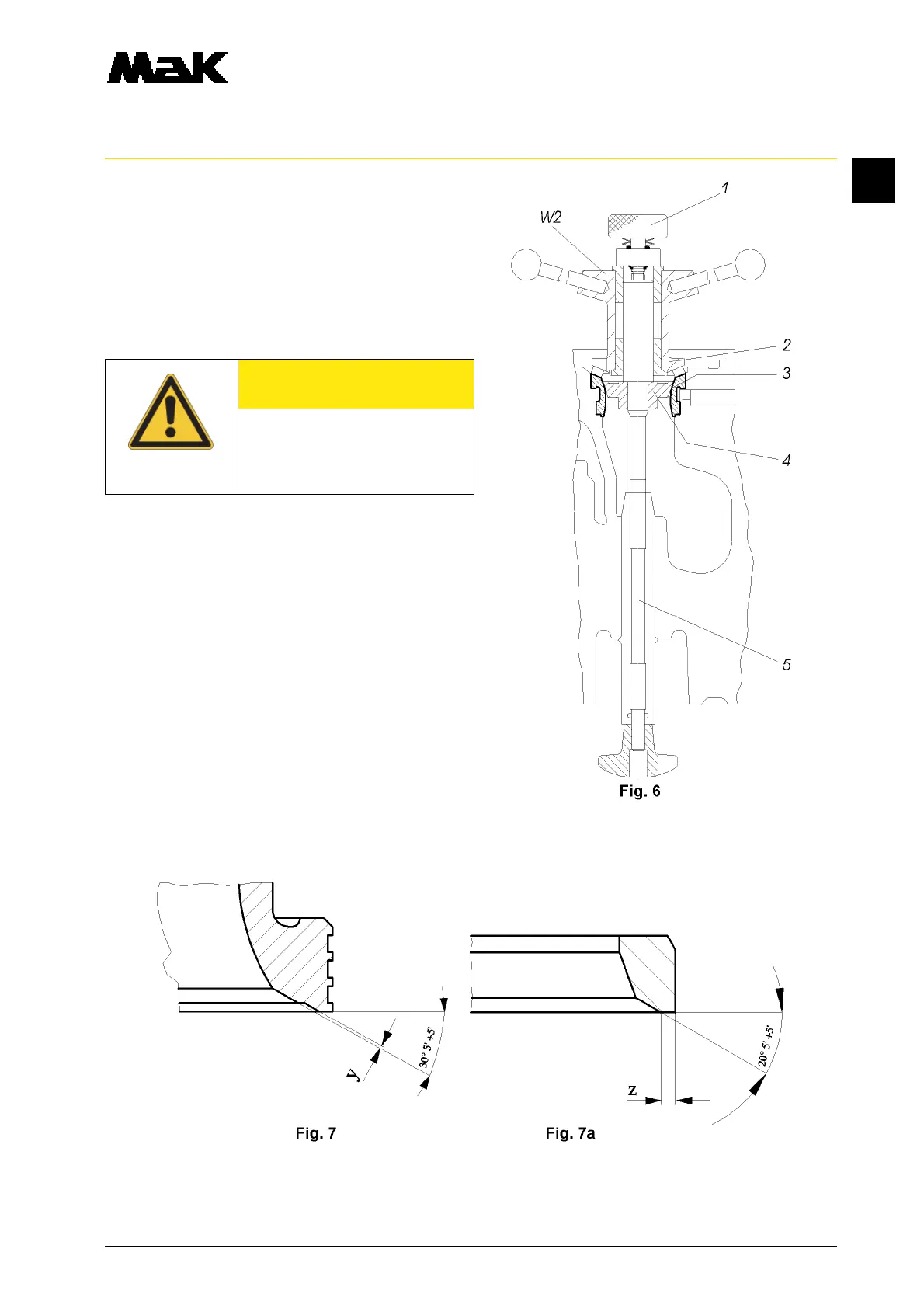
3.1.3 Place cutter head (Fig. 6/2) on greased
mandrel, screw in knurled thumb screw
(1), until resistance becomes noticeable.
3.1.4 Rotate valve seat (clockwise) uniformly
and slowly and remill the seat in one
operation pass. The cutting of the cutters
must be noticeable. Set the contact
pressure by touch.
3.1.5 Prior to finishing the cutting process,
slowly unscrew the knurled thumb screw
(1) and simultaneously rotate the cutter
head.
3.1.6 Max. permissible dimension for reworking:
Exhaust valve (Fig. 7):
The shoulder "y" must still remain di-
stinct.
Inlet valve (Fig. 7a):
The dimension for "z" must not drop be-
low the minimum dimension of 1 mm
due to the reworking.
CAUTION
The machine will rattle when
the contact pressure is too low
and/or the cutting speed is too
high.