Chapter IV Dex PM3000 27
Full-Digital Control CO2/MAG/MIG Multi-FunctionWelding Machine
1. Enter into the internal function, and adjust the welder panel knob to F22.Press the "Fn" key, and the
right nixie tube flashes.
2. Turn the knob on the right panel to adjust the F22 parameters (shownin table 4-12), press the "Fn"key
to confirm, and F22 parameter setting is completed.
Table4-12Parameter Table of DC Chopping Time
Function Code Unit Adjusting Range Step Length Default Value
F22 s
0.00~1.00s
0.01s 0.24s
Fast Rising Slope of DC Welding Short-Circuit Current(F23)
The current rising speed changes during the short-circuit time underDC welding.
1. Enter into the internal function, and adjust the welder panel knob to F23.Press the "Fn" key, and
theright nixie tube flashes.
2. Turn the knob on the right panel to adjust the F23 parameters (shownin table 4-13), press the "Fn" key
to confirm, and F23 parameter setting is completed.
Table4- 3Parameter Table on Fast Rising Slope of DC Welding Short-Circuit Current
Function Code Unit Adjusting Range Step Length Default Value
F23 /
1~300
1 Automatic Matching
QuickRising Amplitude of DC Welding Short-Circuit Current(F24)
The current rising speed amplitude during the short-circuit time when conducting the DC welding.
1. Enter into the internal function, and adjust the welder panel knob to F24.Press the "Fn" key, and the
right nixie tube flashes.
2. Turn the knob on the right panel to adjust the F24 parameters (shownin table 4-14), press the "Fn" key
to confirm, and F24 parameter setting is completed.
Table4- 14 Parameter Table of Fast Rising Amplitude of DC Welding Short-Circuit Current
Function Code Unit Adjusting Range Step Length Default Value
F24 A
0~500A
1A AutomaticMatch
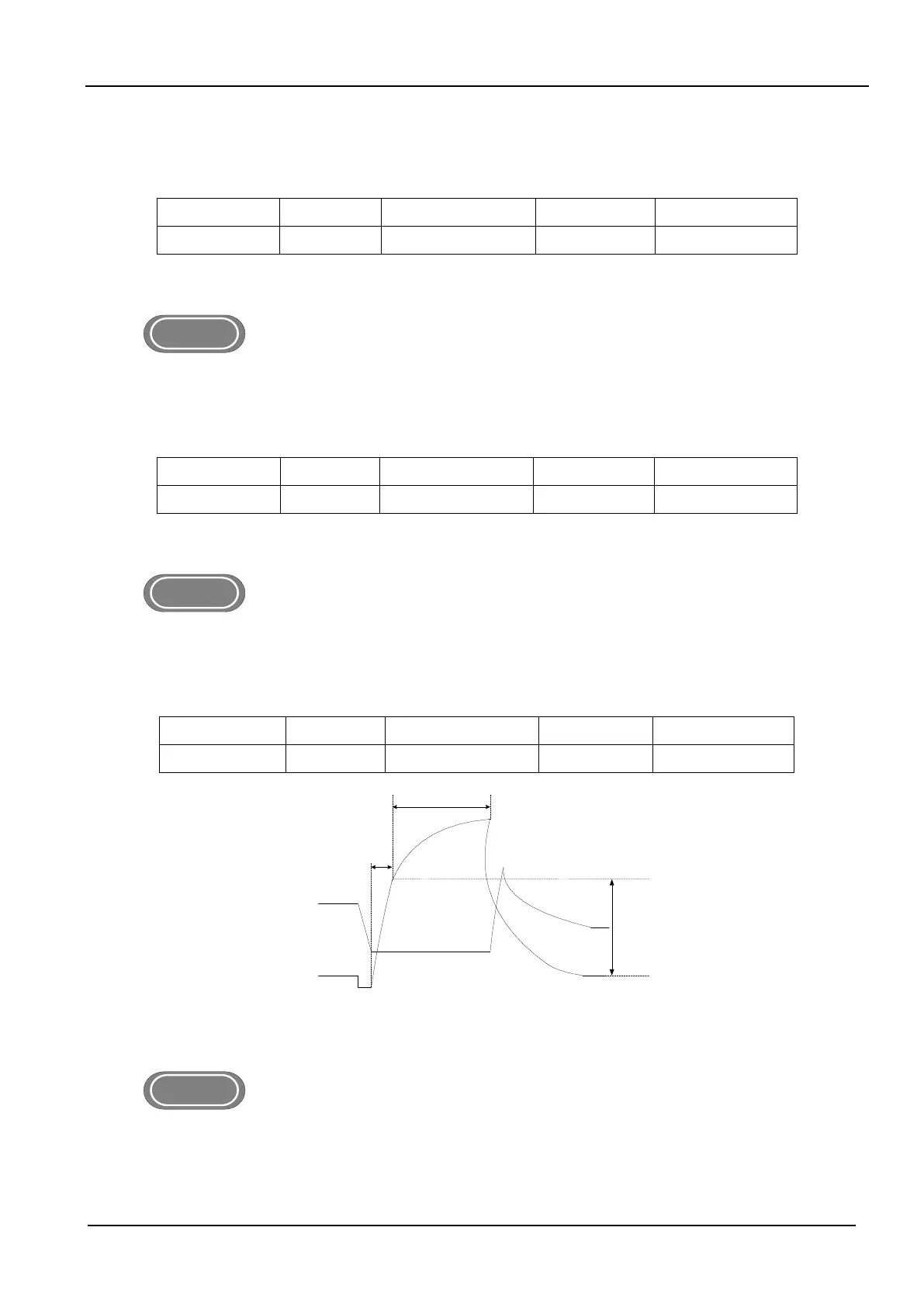
Voltage
Current
Slope
Amplitude
Arc Characteristic Slope
Fig.4-13 Fast Rising Slope and Amplitude of Current
DC Welding EnergyControl(F55)
1. Enter into the internal function, and adjust the welder panel knob to F55.Press the "Fn" key, and the
right nixie tube flashes.
2. Turn the knob on the right panel to adjust the F55 parameters (shownin table 4-15), press the "Fn" key
to confirm, and F55 parameter setting is completed.
Table4- 15 ParameterTable of DC Welding EnergyControl

 Loading...
Loading...