Chapter IV Dex PM3000 31
Full-Digital Control CO2/MAG/MIG Multi-FunctionWelding Machine
2. Turn the knob on the right panel to adjust the F52 parameters (shownin table 4-25), press the "Fn" key
to confirm, and F52 parameter setting is completed.
Table4-25 Parameter Table of MMA Arc-Starting Current
Function Code Unit Adjusting Range Step Length Default Value
F52 A 0~400A 1A 300A
MMA Hot-Starting Current(F53)
1. Enter into the internal function, and adjust the welder panel knob to F53.Press the "Fn" key, and the
right nixie tube flashes.
2. Turn the knob on the right panel to adjust the F53 parameters (shownin table 4-26), press the "Fn" key
to confirm, and F53 parameter setting is completed.
Table4- 26 ParameterTable of MMA Hot-Starting Current
Function Code Unit Adjusting Range Step Length Default Value
F53 A 0~60A 1A 50A
MMAThrustingCurrent (F54)
1. Enter into the internal function, and adjust the welder panel knob to F54.Press the "Fn" key, and the
right nixie tube flashes.
2. Turn the knob on the right panel to adjust the F54 parameters (shownin table 4-27), press the "Fn" key
to confirm, and F54 parameter setting is completed.
Table4-27Parameter Table of MMAARC forceCurrent
Function Code Unit Adjusting Range Step Length Default Value
F54 A 0~50A 1A 30A
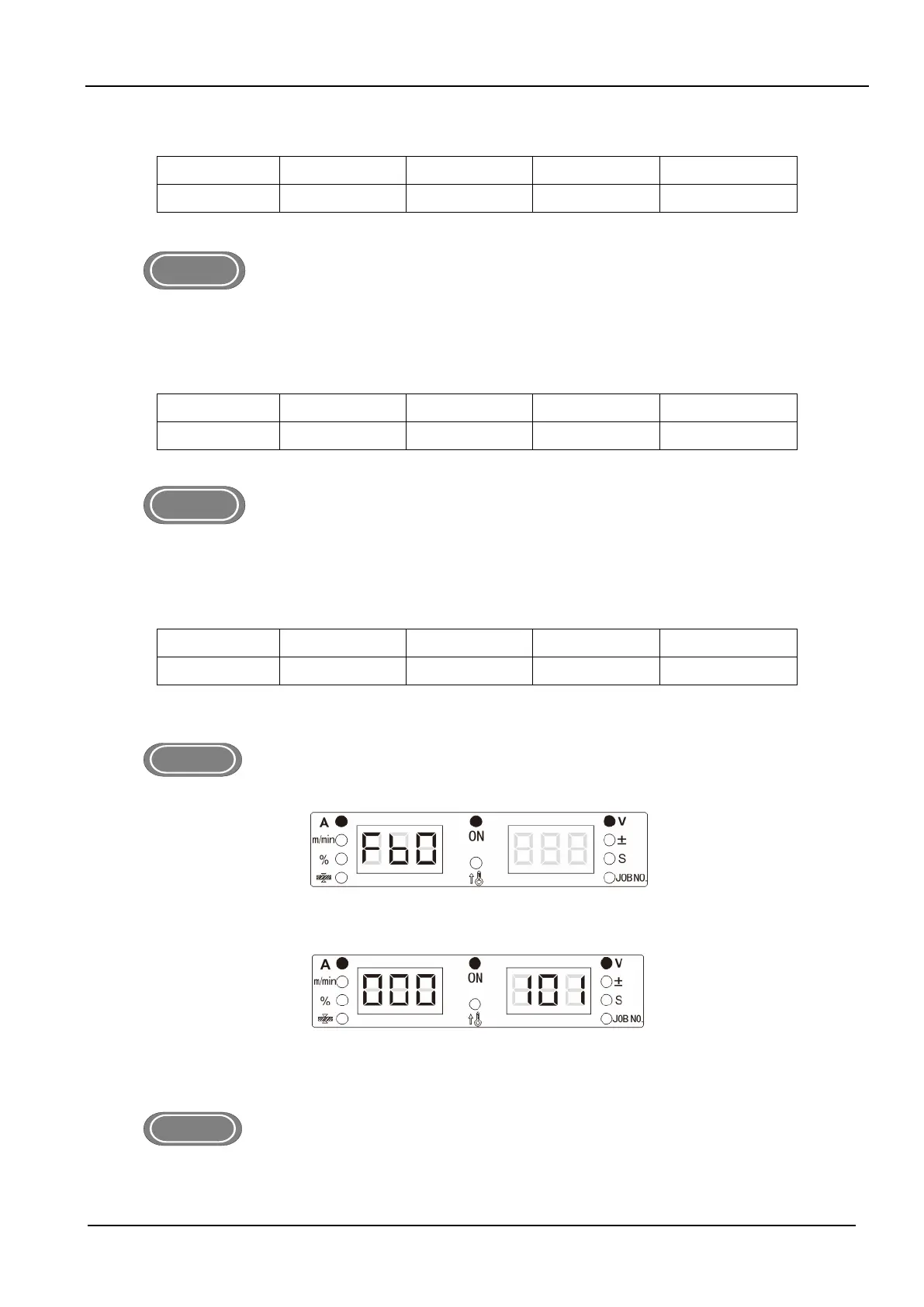
Software VersionQuery (FB0)
To query software version number.
1. Enter into the internal function, and adjust left panel knob to FB0 (shown in figure 4-16).
Fig.4-16 FB0 Display Interface
2. Press the "Fn" key, adjust the right panel knob to check software version, as shown in figure 4-17.
Fig.4-17 FB0 Display Interface
Error Record Query(FB1)
The error record is total 200 groups. "F00"means power-on self-testing.
1. Enter into internal function, and adjust the left panel knob to FB1 (shown in figure 4-18).
 Loading...
Loading...