MDS-E/EH Series Instruction Manual
5 Servo Adjustment
265
IB-1501229-F
(2) Adjusting the cutting feed
To adjust the cutting rate, the NC axis specification parameter clamp speed (clamp) and acceleration/deceleration
time constant (G1t*) are adjusted. The in-position width at this time must be set to the same value as actual cutting.
• Determining the clamp rate and adjusting the acceleration/deceleration time constant
(Features)The maximum cutting rate (clamp speed) can be determined freely.
(Adjustment)Carry out cutting feed reciprocation operation with dwell at the maximum cutting rate and adjust the
acceleration/deceleration time constant so that the maximum current command value during
acceleration/deceleration is within the range shown below.
• Setting the step acceleration/deceleration and adjusting the clamp speed
(Features)The acceleration/deceleration time constant is determined with the position loop in the servo, so the
acceleration/deceleration FΔT can be reduced.
(Adjustment)Set 1 (step) for the acceleration/deceleration time constant and carry out cutting feed reciprocation
operation with dwell. Adjust the cutting feed rate so that the maximum current command value during
acceleration/deceleration is within the range shown below, and then set the value in the clamp speed.
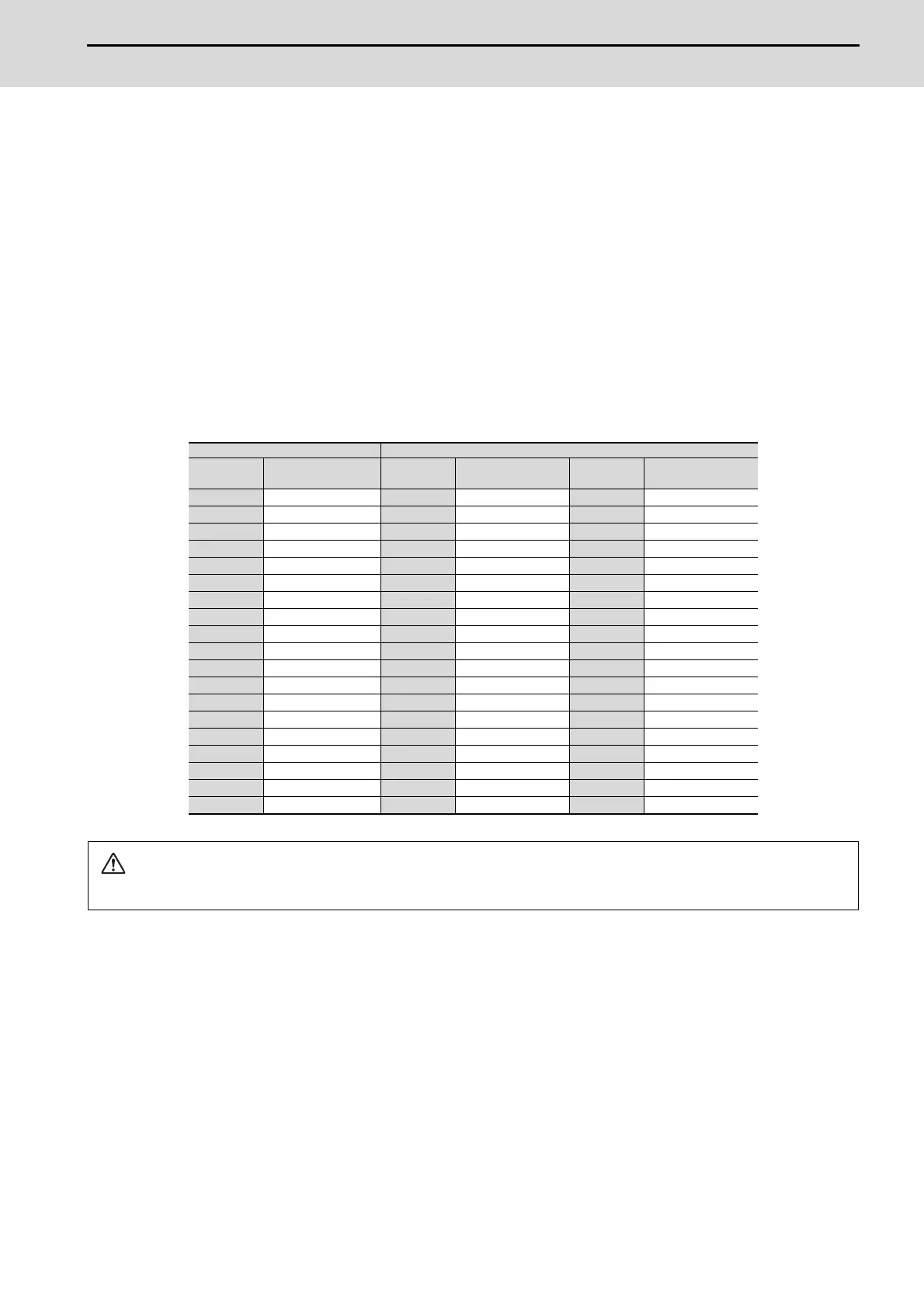
Maximum tolerable current command value when adjusting the cutting feed acceleration/deceleration time constant
MDS-E Series (200V) MDS-EH Series (400V)
Motor
model
Max. current
command value
Motor
model
Max. current
command value
Motor
model
Max. current
command value
HG46 Within 266% HG-H75 Within 245% HQ-H903 Within 175%
HG56 Within 273% HG-H105 Within 189% HQ-H1103 Within 147%
HG96 Within 182% HG-H54 Within 294%
HG75 Within 245% HG-H104 Within 245%
HG105 Within 189% HG-H154 Within 266%
HG54 Within 294% HG-H204 Within 217%
HG104 Within 245% HG-H354 Within 231%
HG154 Within 266% HG-H453 Within 175%
HG224 Within 217% HG-H703 Within 168%
HG204 Within 217% HG-H903 Within 203%
HG354 Within 294% HG-H1502 Within 133%
HG123 Within 133%
HG223 Within 161%
HG303 Within 168%
HG453 Within 205%
HG703 Within 168%
HG903 Within 203%
HG142 Within 133%
HG302 Within 147%
CAUTION
Always set the same value for the cutting feed time constant between the interpolation axes.
 Loading...
Loading...



