Page39SYSTEM
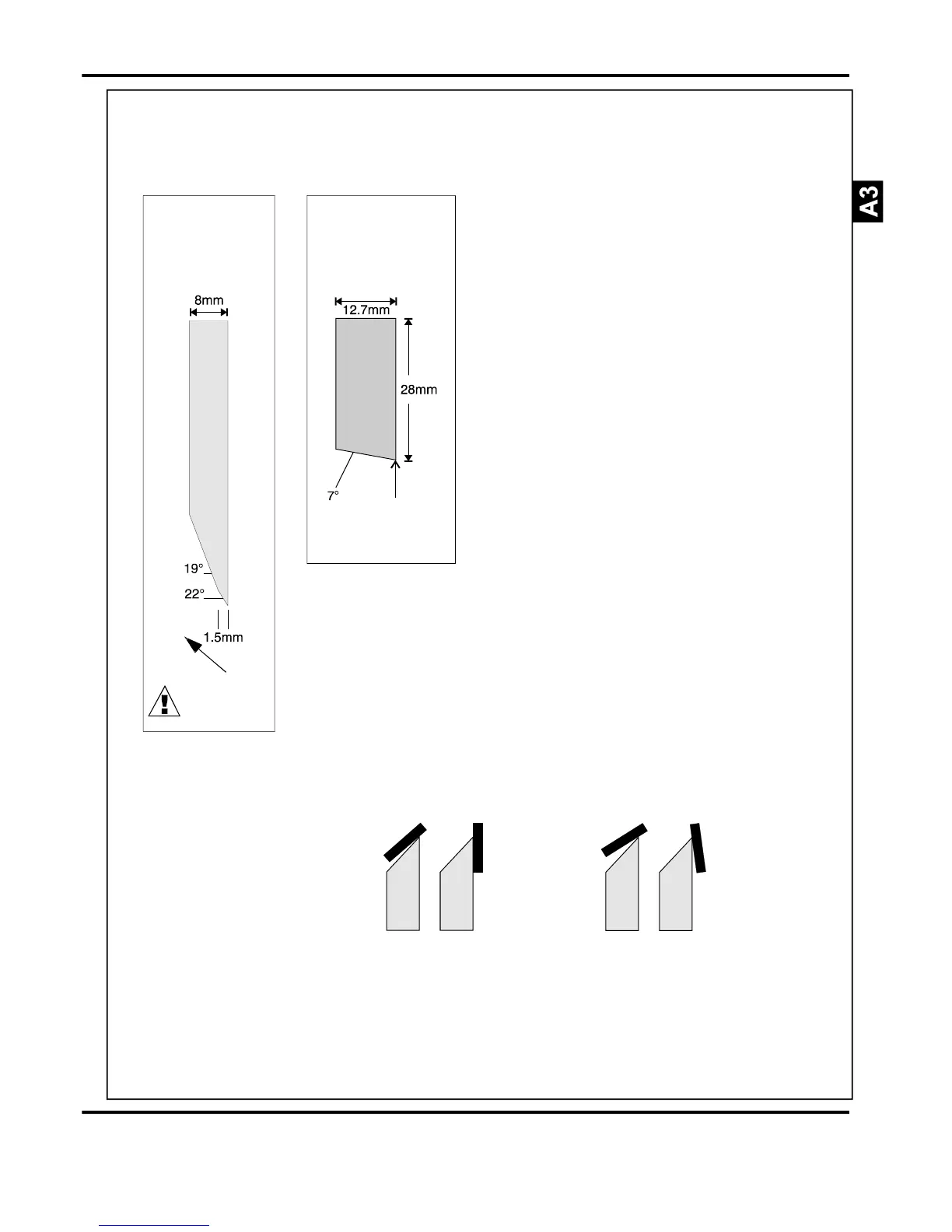
Note:
2facesmust
beflattowithin
0.03mm
Important:
GrindInThis
DirectionOnly
BLADE
Note.
2facesmust
beflattowithin
0.01mm
Thisedgemust
bestraightto
within0.04mm
ANVIL
CorrectIncorrect
TrimMasterBladeGrindingInstructions
TrimMasterblade253-835isfittedwitha
guideleg.Thisberemovedwhenthe
bladeisregroundandrefittedafterwards.
BladeMaterialHighCarbonHigh
Chrome(AisiD2/D3)
GrindingAngleSeedrawingalongside
GrindingWheelCuporCylinder
GrindingMaterialGrit:46-60
Hardness:G-H
Bond:Vitrified
Peripheralspeed20-26(VM/S)
ofthegrindingwheel65-85(VFt/S)
TableSpeed20-26(VM/Min)
65-85(VFt/Min)
Feedperpass0.01-0.02mm
0.0004-0.0008"
Honing
Afterre-grinding,theburrshouldbecarefullyremoved
byhoning.Thequalityofhoningaffectstheusefullifeof
thecuttingedge.
Note:
must
DocuMasterPro