46
DE
ALLGEMEINE RICHTLINIEN ZUM BOHREN
Die Bohrstelle immer mit einem Bohrkörner markieren. Ein
BohrkörneristeinspitzesWerkzeug,daseinekleineKerbeim
zu bohrenden Material hinterlässt. Hierdurch wird verhindert,
dassderBohrervondergewünschtenBohrstelleabrutscht.
Immer zuerst ein kleines Führungsbohrloch bohren und den
Bohrerdurchmesserallmählicherhöhen.BeimBohreninMetall
dieBohrerspitzemitÖlschmieren.
NIEMALSmitWasserodereinemSchmiermittelaufWasserbasis
kühlen,daskönnteeinenelektrischenSchlagzurFolgehaben.
BeimBohreninKupferoderMessingKEINÖlbenutzen.Beim
Bohren in Kupfer und Messing vorsichtig vorgehen, da der
Bohrerdazutendiertsichfestzufressen.
Bohrer mit kleinem Durchmesser brauchen eine höhere
Drehzahl und mit zunehmendem Bohrerdurchmesser wird eine
immerlangsamereDrehzahlbenötigt.
Die nachstehende Bohrerdrehzahltabelle ist nur als Richtlinie
gedacht und enthält einige der üblicheren Materialien,
BohrerdurchmesserundBohrerdrehzahlen.
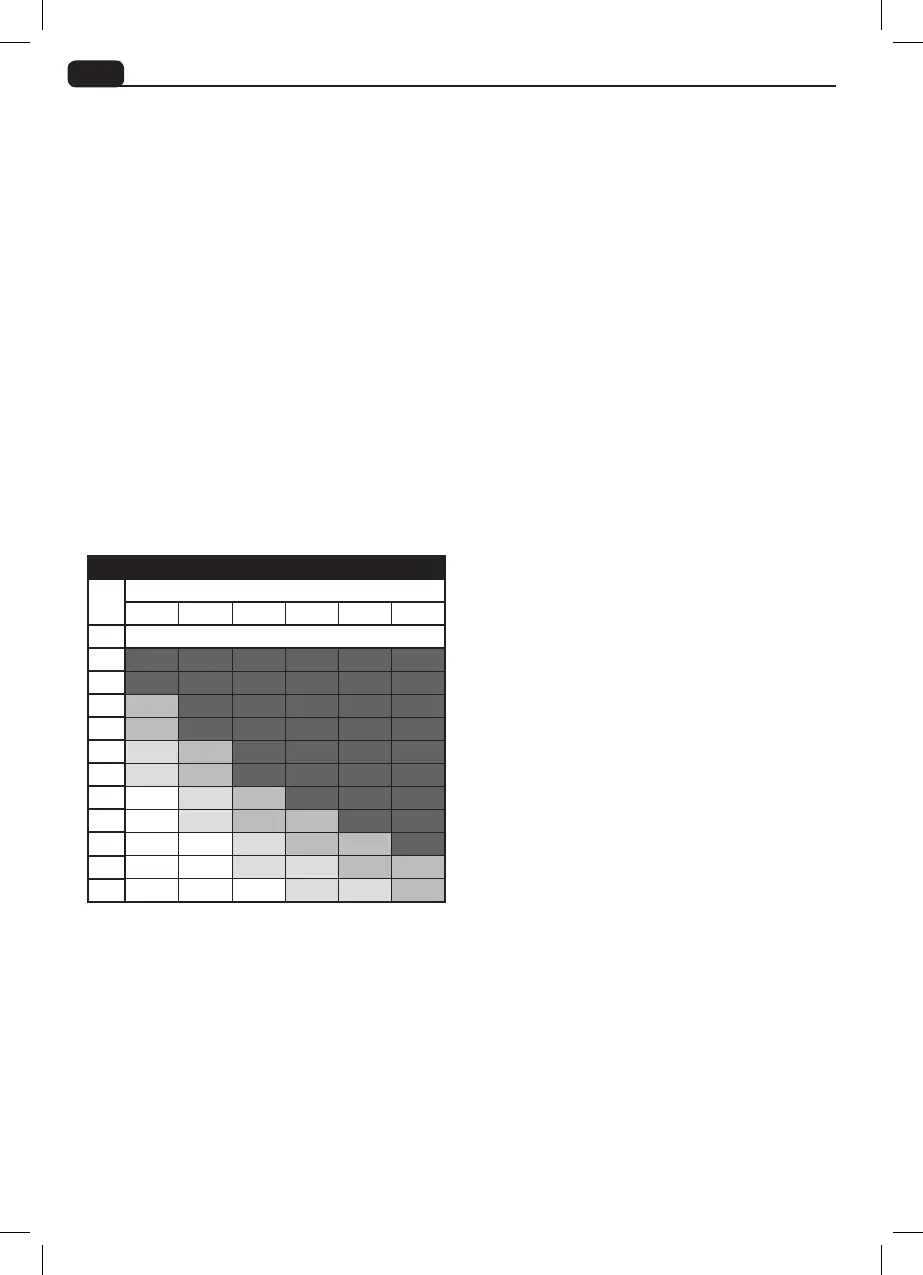
Bohrerdrehzahltabelle(nureineRichtlinie)
Zu bohrendes Material
D E F G H I
C Bohrerdrehzahl (U/min)
3 2500 2500 2500 2500 2500 2500
4 2500 2500 2500 2500 2500 2500
5 1750 2500 2500 2500 2500 2500
6 1750 2500 2500 2500 2500 2500
7 1250 1750 2500 2500 2500 2500
8 1250 1750 2500 2500 2500 2500
9 900 1250 1750 2500 2500 2500
10 900 1250 1750 1750 2500 2500
11 600 900 1250 1750 1750 2500
12 600 900 1250 1250 1750 1750
13 600 600 900 1250 1250 1750
C Bohrerdurchmesser in mm
D Stahl
E Gusseisen
F Kupfer-Zinn-Zink-Legierung
G Aluminium
H Kunststoffe
I Holz