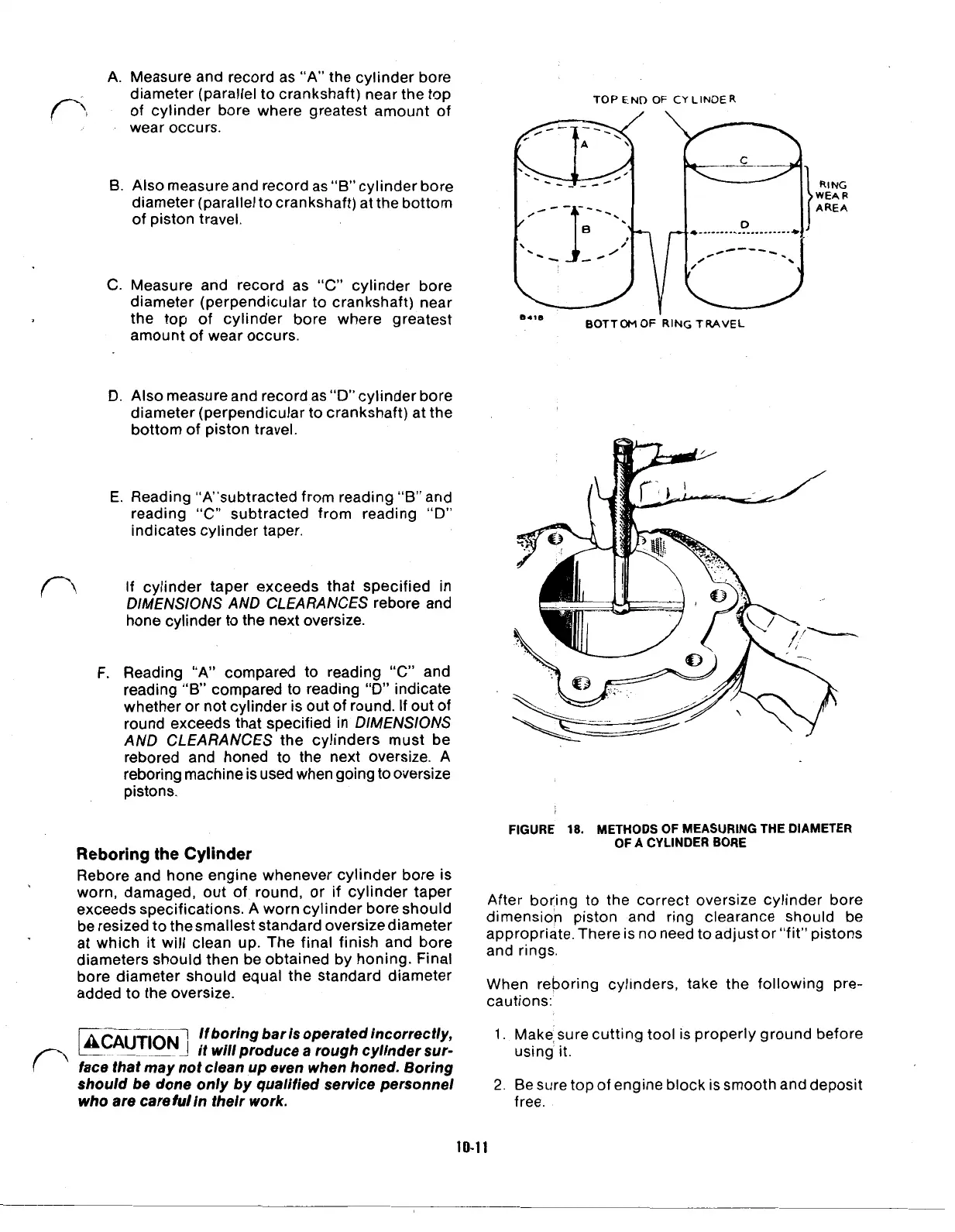
A.
Measure and record as
“A”
the cylinder bore
diameter (parallel to crankshaft) near the top
of cylinder bore where greatest amount of
wear occurs.
B.
Also
measure and record as
“B”
cylinder bore
diameter (parallel to crankshaft) at the bottom
of piston travel.
C.
Measure and record as
“C”
cylinder bore
diameter (perpendicular to crankshaft) near
the top of cylinder bore where greatest
amount of wear occurs.
D.
Also
measure and record as “D” cylinder bore
diameter (perpendicular to crankshaft) at the
bottom of piston travel.
E.
Reading “A” subtracted from reading
“B”
and
reading
“C”
subtracted from reading “D”
indicates cylinder taper.
If
cylinder taper exceeds that specified in
DIMENSIONS AND CLEARANCES
rebore and
hone cylinder
to
the next oversize.
F.
Reading
“A”
compared
to
reading
“C”
and
reading
“B”
compared to reading
“D”
indicate
whether or not cylinder is out of round.
If
out
of
round exceeds that specified in
DIMENSIONS
AND CLEARANCES
the cylinders must be
rebored and honed to the next oversize.
A
reboring machine is used when going to oversize
pistons.
Reboring the Cylinder
Rebore and hone engine whenever cylinder bore is
worn, damaged, out of round, or
if
cylinder taper
exceeds specifications.
A
worn cylinder bore should
be resized to the smallest standard oversize diameter
at which it will clean up. The final finish and bore
diameters should then be obtained by honing. Final
bore diameter should equal the standard diameter
added to the oversize.
TOP
END
OF
CYLlNDER
WEAR
RING
A
REA
0490
I
BOTTOM
OF
RING
TRAVEL
I
FIGURE
18.
METHODS
OF
MEASURING THE DIAMETER
OF
A
CYLINDER
BORE
After boring to the correct oversize cylinder bore
dimension piston and ring clearance should be
appropriate. There is no need to adjust or “fit” pistons
and rings.
When reboring cylinders, take the following pre-
cautions:
lf boring
bar
is
operated
incorrectly
1.
Make, sure cutting tool is properly ground before
CAUTION
it will produce a rough cylinder sur-
using it.
face that may
not
clean up even when honed. Boring
should be done only by qualified service personnel
2.
Be sure top of engine block is smooth and deposit
who are careful in their work.
free.
10-1
1
 Loading...
Loading...