127
Odkręć następujące części:
blacha pokrywowa [5-1] kołpaka ochronnego
blacha pokrywowa [5-2] kołpaka ochronnego
ruchomego
króciec odsysający [5-3]
klin rozszczepiający [5-4]
Załóż oczyszczoną głowicę strugającą [6-3]
zgodnie z rysunkiem i mocno ją dokręć.
Zwróć przy tym uwagę na prawidłowe
położenie kołnierza ustalającego [6-1] oraz
kołnierza mocującego [6-2]. Otwory głowicy
strugającej [6-3] muszą pasować do kołków
zabieraka kołnierza ustalającego [6-1]. W celu
przytrzymania załóż kołek [6-4] do otworu
głowicy strugającej.
Nakręć kołpak pokrywowy [6-5] na wspornik
ruchomy [6-6].
Nakręć kołpak pokrywowy [6-7] na kołpak
ochronny [6-8].
Nastaw głębokość frezowania w sposób opisany
w rozdziale 7.2 (nastawić głębokość cięcia).
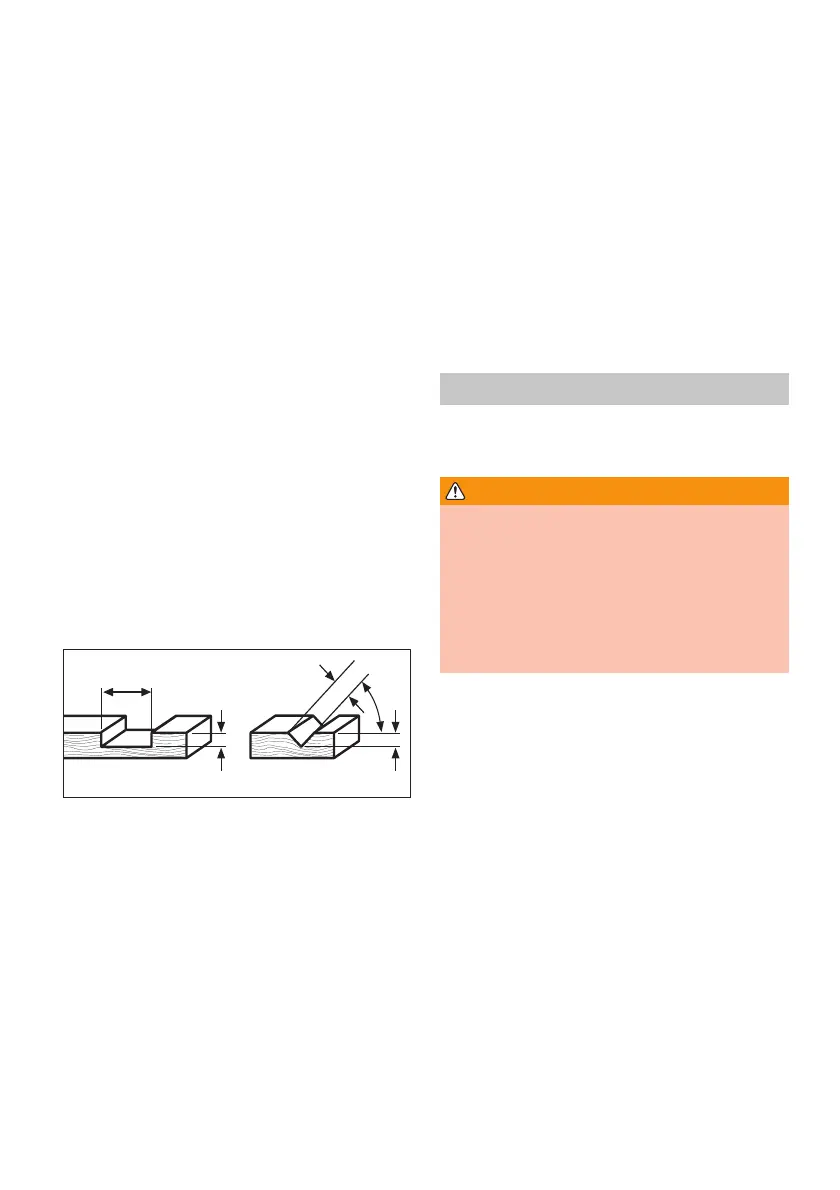
9.2 Urządzenie do rowkowania
RS-CSP 160x80
Za pomocą urządzenia do robienia wcięć numer
zamówienia 624 339, możesz robić rowki,
frezować oraz robić wcięcia według poniższych
szkiców. W tym celu urządzenie do robienia
wcięć daje się odchylić do maksimum 45°.
80 mm
max 56 mm
max 50 mm
80 mm
45°
Nastaw piłę na minimalną głębokość cięcia.
Usuń brzeszczot [3-3] w sposób opisany w
rozdziale 7.7 (wymiana brzeszczotu).
Odkręć następujące części:
blacha pokrywowa [5-1] kołpaka ochronnego
blacha pokrywowa [5-2] kołpak ochronnego
ruchomego
króciec odsysający [5-3]
klin rozszczepiający [5-4]
Załóż oczyszczoną głowicę strugającą [7-3]
zgodnie z rysunkiem i mocno ją dokręć.
Zwróć przy tym uwagę na prawidłowe
położenie kołnierza ustalającego [7-1] oraz
kołnierza mocującego [7-2]. Otwory głowicy
strugającej [7-3] muszą pasować do kołków
zabieraka kołnierza ustalającego [7-1]. W celu
przytrzymania załóż kołek [7-4] do otworu
głowicy strugającej.
Nakręć kołpak pokrywowy [7-5] na wspornik
ruchomy [7-6].
Nakręć kołpak pokrywowy [7-7] na kołpak
ochronny [7-8].
Nastaw głębokość frezowania w sposób
opisany w rozdziale 7.2 (nastawić głębokość
cięcia) oraz kąt frezowania w sposób opisany
w rozdziale 7.3 (nastawić kąt cięcia).
Głębokość wcięć w zależności od kąta
frezowania możesz odczytać z tabeli na
kołpaku ochronnym.
10 Konserwacja
- Urządzenie należy przechowywać w su-
chym i zabezpieczonym przed mrozem
pomieszczeniu.
OSTRZEŻENIE
W celu zagwarantowania prawid łowego
działania izolacji ochronnej urządzenie
po wykonaniu tych czyn ności musi
zostać poddane odpowied niej kontroli
bezpieczeństwa.
Z tego powodu prace te może wykonać
wy łącznie odpowiedni, fachowy warsztat
serwisowy.
- Przy każdej zmianie tarczy pilarskiej, na-
leży usunąć pył zgromadzony wewnątrz
osłony ochronnej.
- Oczyścić od czasu do czasu szczeliny
wentylacyjne na obudowie silnika.
Po ok. 200 godzinach pracy należy przepro-
wadzić następujące czynności:
- Sprawdzić stan szczotek węglowych wzgl.
wymienić na nowe i oczyścić obudowę
silnika.
- Wymienić smar w głowicy przekładni.
 Loading...
Loading...

