48
~J160
_6_10----'[;]
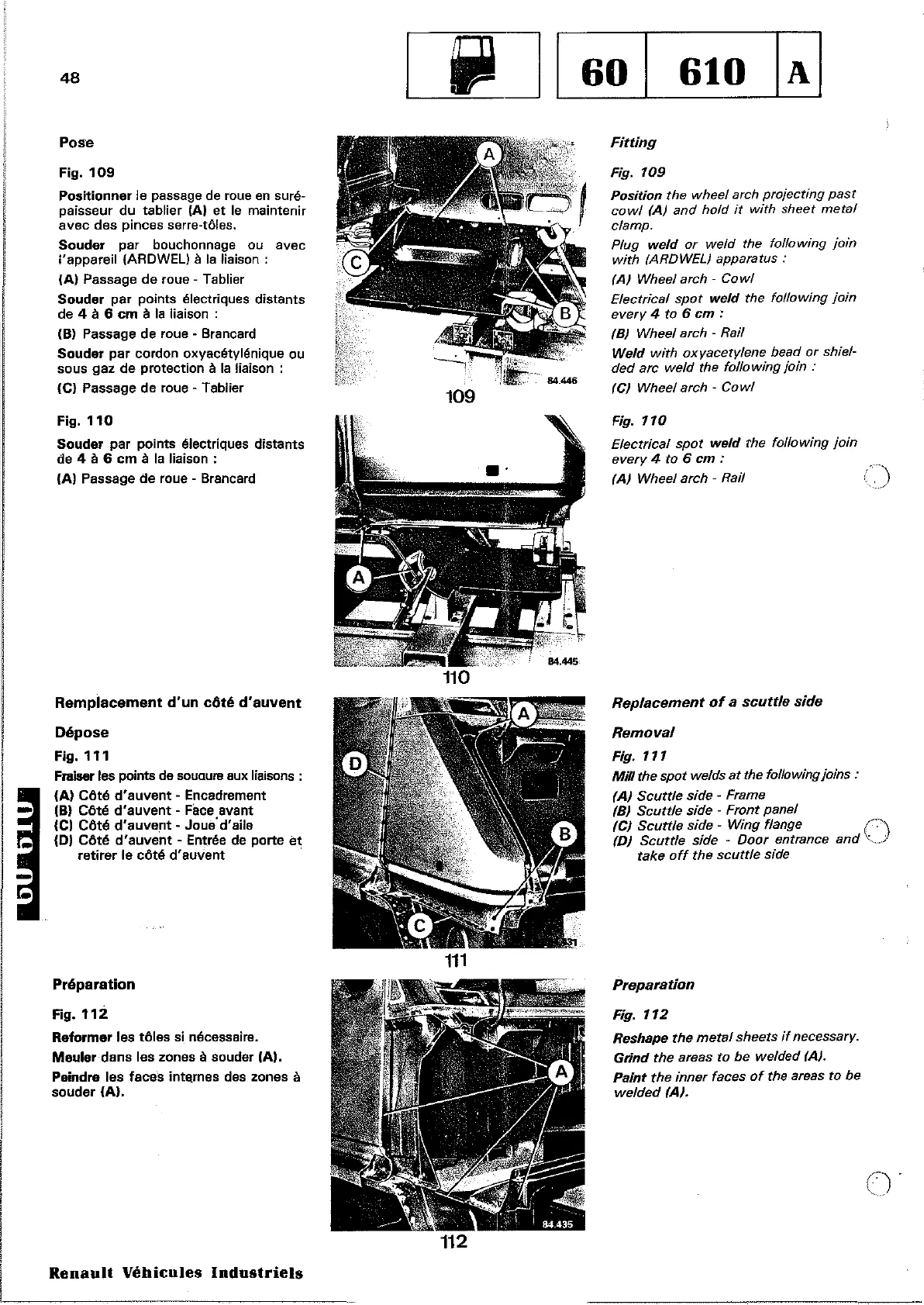
Fig.
109
Positionner
le passage de roue
en
suré-
paisse
ur
du
tablier (A)
et
le
maintenir
avec
des
pinces serre-tôles.
Souder
par
bouchonnage ou avec
l'appareil (ARDWEL) à
la
liaison:
(A)
Passage de roue - Tablier
Souder
par
points électriques
distants
de 4 à 6
cm
à
la
liaison :
(B) Passage de roue - Brancard
Souder
par
cordon oxyacétylénique ou
sous
gaz
de
protection
à
la
liaison :
(C) Passage de roue - Tablier
Fig.
110
Souder par points électriques distants
de
4 à 6
cm
à
la
liaison:
(A) Passage de roue - Brancard
Remplacement
d'un
côté
d'auvent
Dépose
Fig.
111
Fraiser les points de
SOUDure
aux liaisons :
(A)
Côté
d'auvent
- Encadrement
lB) Côté
d'auvent
-
Face
avant
(CI
Côté
d'auvent·
Joue'd'aile
(Dl
Côté
d'auvent·
Entrée
de
porte
et
retirer le
côté
d'auvent .
Préparation
Fig.
112
Reformer les tôles si nécessaire.
Meuler dans les zones
à souder
lAI.
Peindre les face's
intEarnes
des zones à
souder
(A).
Renault
Véhicules
ludustriels
109
110
111
Fitting
Fig.
109
Position
the
wheel
arch projecting
past
cowl
(A)
and
hold
if
with
sheet
metal
clamp.
Plug
weld
or
weld
the
following
jaïn
with
(ARDWELI apparatus :
(AI
Wheei arch -
Cowl
Electrical
spot
weld
the
following
jain
every
4 ta 6
cm
:
(BI Wheei arch - Rail
Weld
with
oxyacetylene
bead
or shiel-
ded
arc
weld
the
following
jain :
(CI Wheel arch -
Cowi
Fig.
110
Electrica!
spot
weld
the
following
jain
every 4
to
6
cm
:
(AI
Wheel arch - Rail
Replacement
of
a
scuttle
side
Removal
Fig.
111
Mill
the
spot
welds
at
the following
joins:
(AI
ScuttJe side • Frame
(BI
Scuttle
side - Front
panel
(CI
Scuffle
side • Wing fJange
r)
(0)
Scuttle
side -
Ooor
entrance
and
"-._-'
take
off
the
scuttJe side
Preparation
Fig.
112
Reshape the meta!
sheets
if
necessary.
Grind
the
areas
to
be
welded
(AI.
Paint
the
inner
faces
of
the areas
to
be
welded
(AI.