31
17-04-2003
01
15-01-2004
DATE
COMPILER TECO/ATI
REG. CODE
1-5302-467
MODEL N°
50707
DATE OF ISSUE
REVISION
ENDORSED
38 39
35 36
37
VIII
40 41
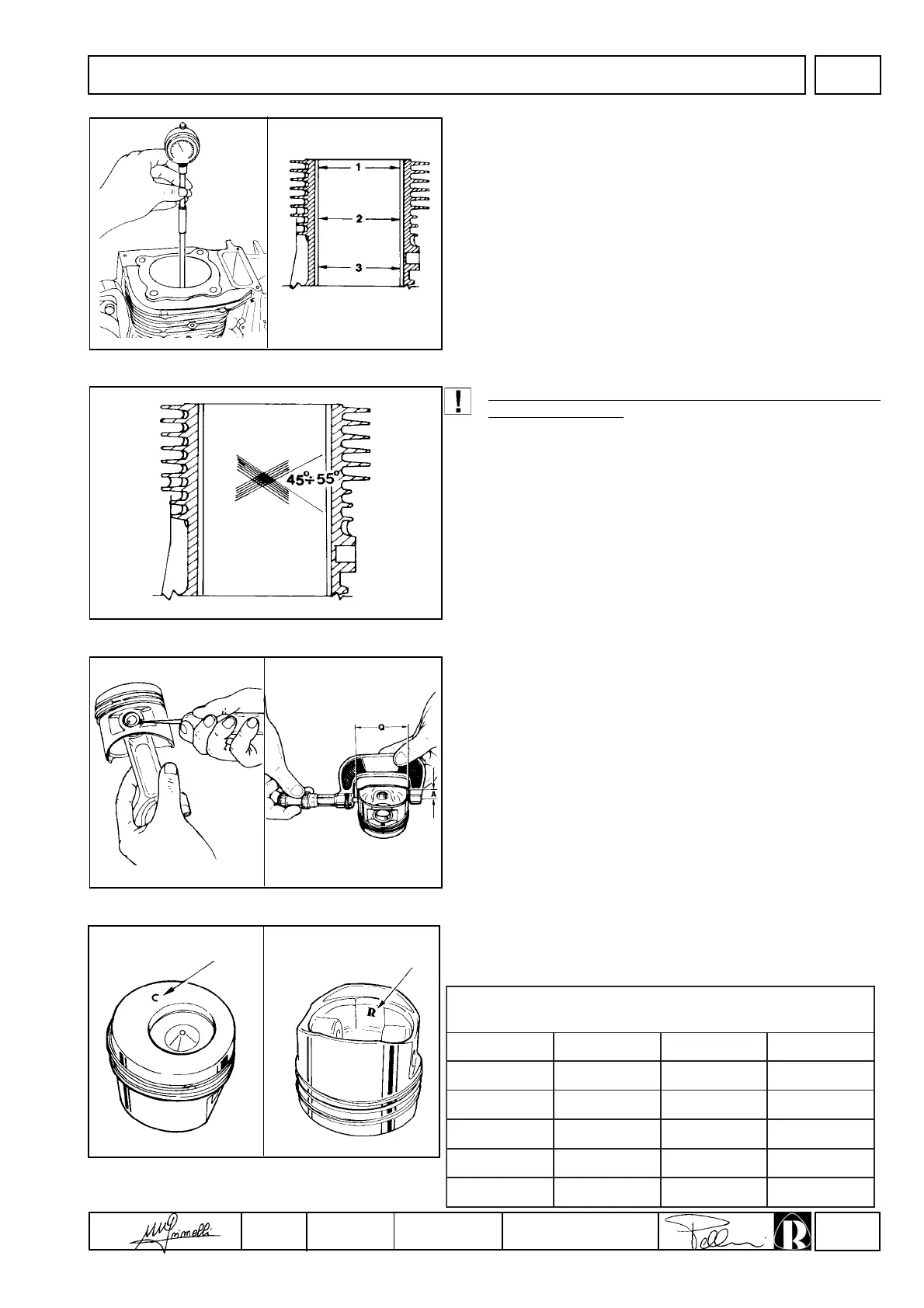
Cylinder
Set a bore gauge to zero with a calibrated ring.
Check diameter at 1, 2 and 3; repeat the operation at the same points
after turning the bore gauge 90°.
If wear exceeds the max. given value by 0.05, bore the cylinder and fit
oversize piston and rings.
See fig. 40 and 41 for cylinder diameter values.
Do not manually hone the cylinder bore surfaces with emery
cloth or other means.
Cylinder roughness
The cross-hatch pattern should be at an angle of 45°-55°; lines
should be uniform and clear in both directions.
Average roughness must range between 0.5 mm 1 µm.
The cylinder surface which comes into contact with piston rings
should be machined with the plateau method.
Piston
Being of low expansion type, the piston allows small clearances
between piston and cylinder and, thus, oil consumption is reduced.
Remove circlips and piston pin.
Remove piston rings and clean grooves.
Measure diameter Q at the A distance from the skirt bottom (A = 12
mm).
Replace the piston and piston rings if wear on the diameter is 0.05
mm more than the minimum value given (see table in fig. 40-41).
Note: Oversize pistons of 0.50 and 1.00 mm are available.
Dimensions of pistons and cylinders, Logo
Logo can be found inside the piston
DISASSEMBLY/REASSEMBLY
)mm(snoisnemidrednilycdnasnotsiP
sredniliCØnotsiPØecnaraelC
05YR
510,96÷00.96079,86÷559,8660.0÷30.0
07YR
51.87÷00.87079.77÷559.7760.0÷30.0
57YR
510.28÷00.28079.18÷559.1860.0÷30.0
301YR
510,28÷00,28079,18÷559,1860.0÷30.0
011YR
510,68÷00,68079,58÷559,5860.0÷30.0