840D/828D SINUMERIK Operate Page 7
B501
B501
Notes
Programmable presettings
Section 5
The continuous path behaviour "Exact stop" with the Codes G09 or G60
respectively does not entirely ensure dimension-wise as to how precisely a
corner point between two positioning blocks is attained.
If an exact stop has been activated in a program, the codes described be-
low can be used to specify a very precise braking behaviour at the end of
blocks. By this it is possible to determine as to how precisely the pro-
grammed corner point will be attained.
Change-over when the positioning window “fine” is reached
Code G601.
The tool motion changes to the next block when the tool has reached the
fine positioning window.
Sharp contour corners result at the programmed destination points.
Change-over when the positioning window “coarse” is reached
Code G602.
This code can be used to obtain a defined rounding of the programmed
contour corners. The block change-over occurs already at the coarse posi-
tioning window.
A dimensional definition of the positioning windows “coarse” and “fine” is
preset by means of machine datum.
Note:
Find out the values preset on your machine by the machine manufacturer
from his operation manual if you are going to use the described codes.
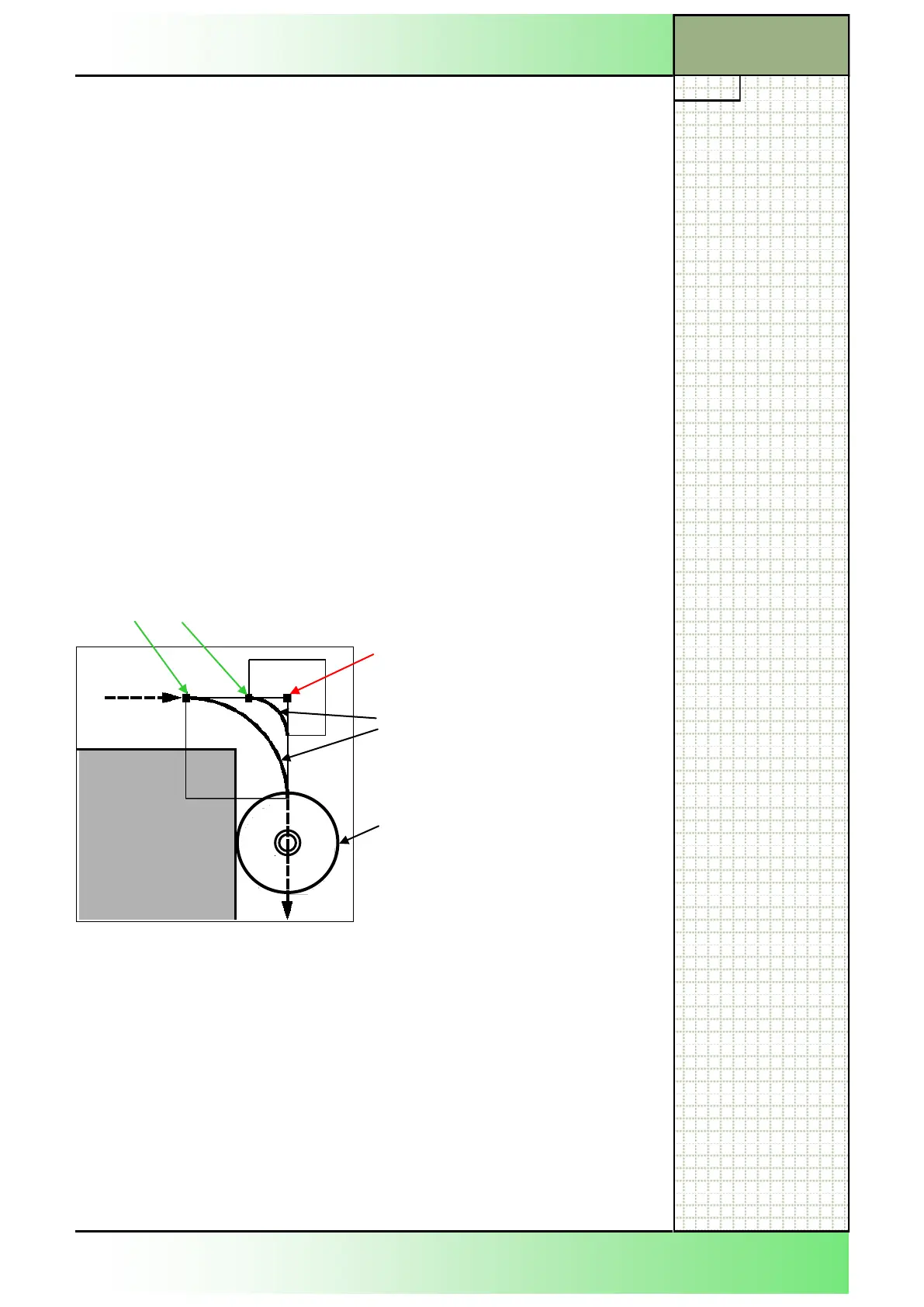
Tool
Destination point of the pro-
grammed path
Block change-over
Actual tool paths depending on the
positioning window
G60
G601
 Loading...
Loading...



























