840D/828D SINUMERIK Operate Page 7
B502
B502
Notes
Section 5
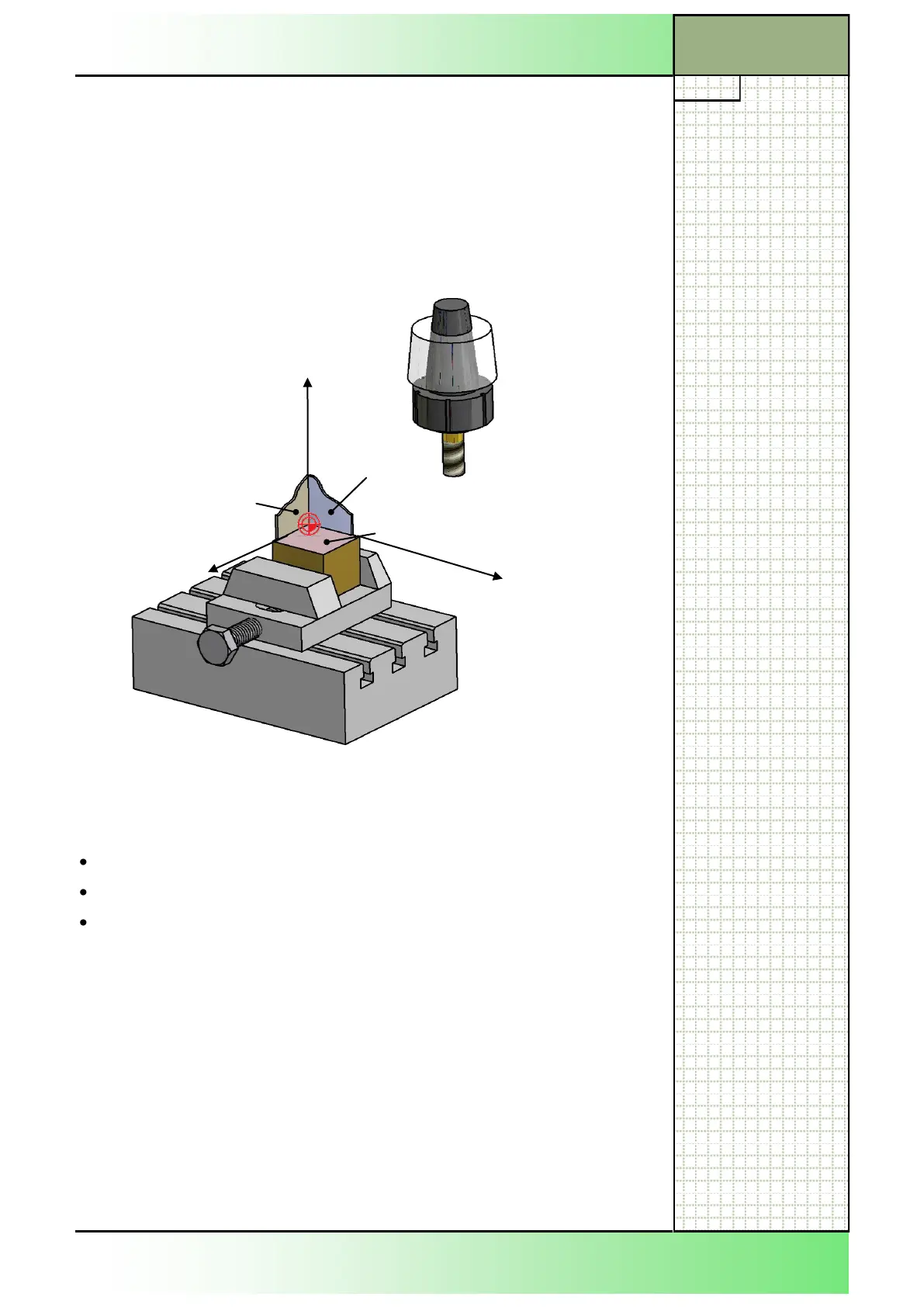
Programming planes
Continuous path control units can control slides and tool carriers simulta-
neously along 2 or more axes at a programmed feed rate. For this the
speed of the individual drives must be matched to one another. This job is
taken over by the interpolator of the CNC-control unit. This is a software
program for the evaluation of intermediate positions and speed conditions
of the individual axes such that the slides can follow the programmed path.
As from the 2 ½-D-Continuous path control unit the interpolation can be
switched between the three different planes.
G19
G17
G18
-Y
+X
+Z
The selection of the plane is effected by means of suitably programmed
instructions.
XY-Plane - programming command G17
XZ-Plane - programming command G18
YZ-Plane - programming command G19
Note:
The standard plane being used for working with CNC-Turning machines is
G18. With CNC-Milling machines the plane G17 is normally taken to be the
usual programming plane.
The defining of the working plane should either be at the beginning of a nc
program, or the working plane should be pre-selected before executing the
nc program"
 Loading...
Loading...



























