840D/828D SINUMERIK Operate Page 5
B503
B503
Notes
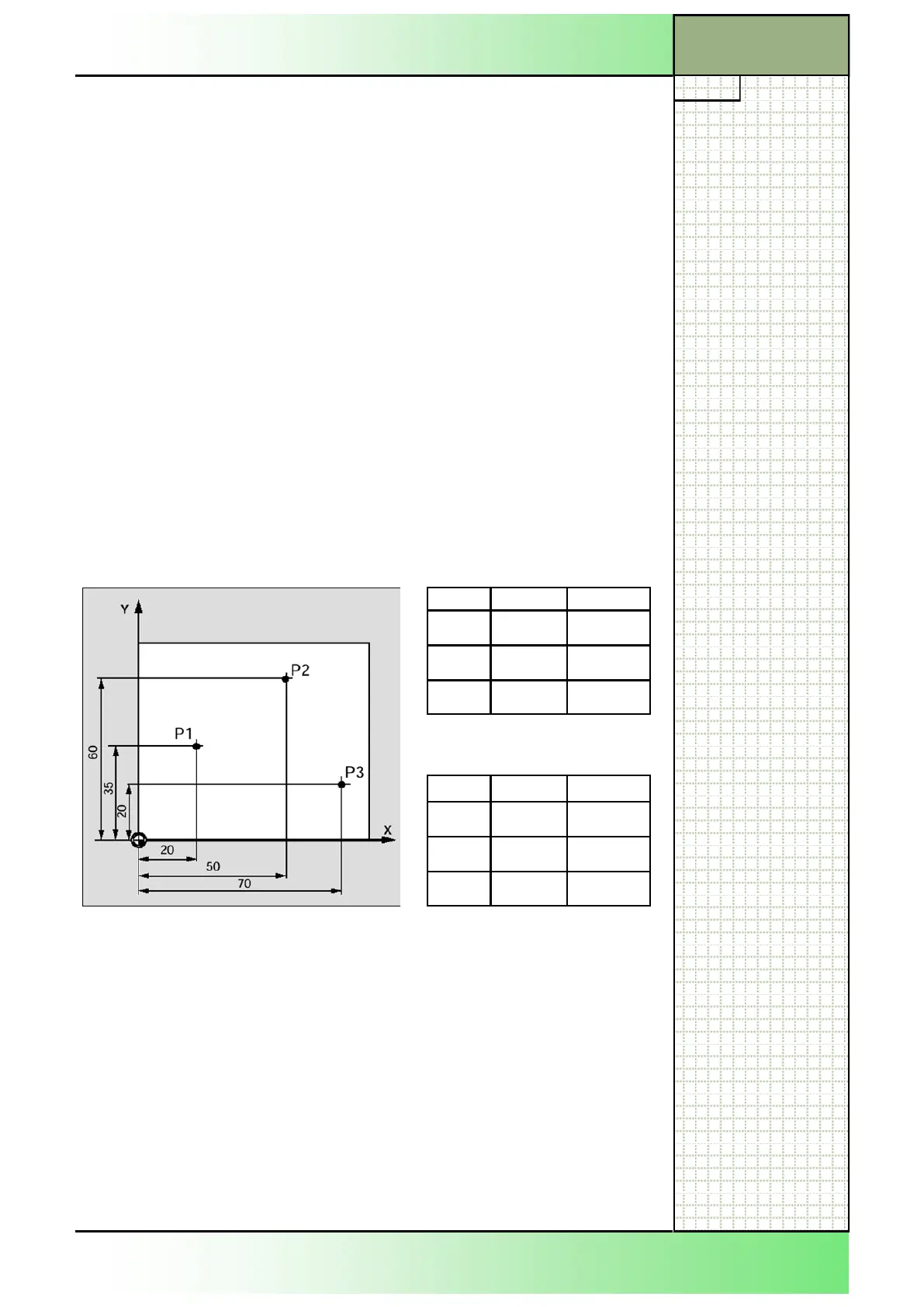
G90 X Y
P1
20 35
P2
IC(30) IC(25)
P3
70 IC(-40)
G91 X Y
P1
AC(20) AC(35)
P2
30 AC(60)
P3
20 -40
As already mentioned, the destination point coordinates can be stated in
the program for all types of interpolation as absolute or incremental values
respectively.
Depending on the presently activated status (G90 or G91), all further coor-
dinate values will also be in this sort of dimensioning.
In practice, however, it is often sensible to mix the two possibilities within a
program block. The control unit provides a comfortable means of instruc-
tion to utilize this additional possibility.
Mixed programming: Codes AC(…) and IC(…)
A dimension value will also be taken as an absolute dimension under G91
if the following syntax is used: AC (numerical value).
If a dimension value is to be taken to be an incremental value under G90, it
must be written as follows: IC (numerical value).
Clarification of mixed programming with an example for milling:
A great number of various possibilities are available to the operator in deal-
ing with a mixture of the two types of dimensioning:
Note:
The example shown above describes only a small selection of mixed coor-
dinate inputs. A further selection of examples can be found in the descrip-
tion of interpolation types in this manual.
2.3 Mixed Programming
Absolute and incremental dimensioning, mixed programming
Section 2
 Loading...
Loading...



























