840D/828D SINUMERIK Operate Page 11
B503
B503
Notes
Section 5
Circular interpolation
The sketch below shows once again the principle of direction programming
of circular interpolations.
Code G02: Circular arc clockwise
Code G03: Circular arc anti-clockwise
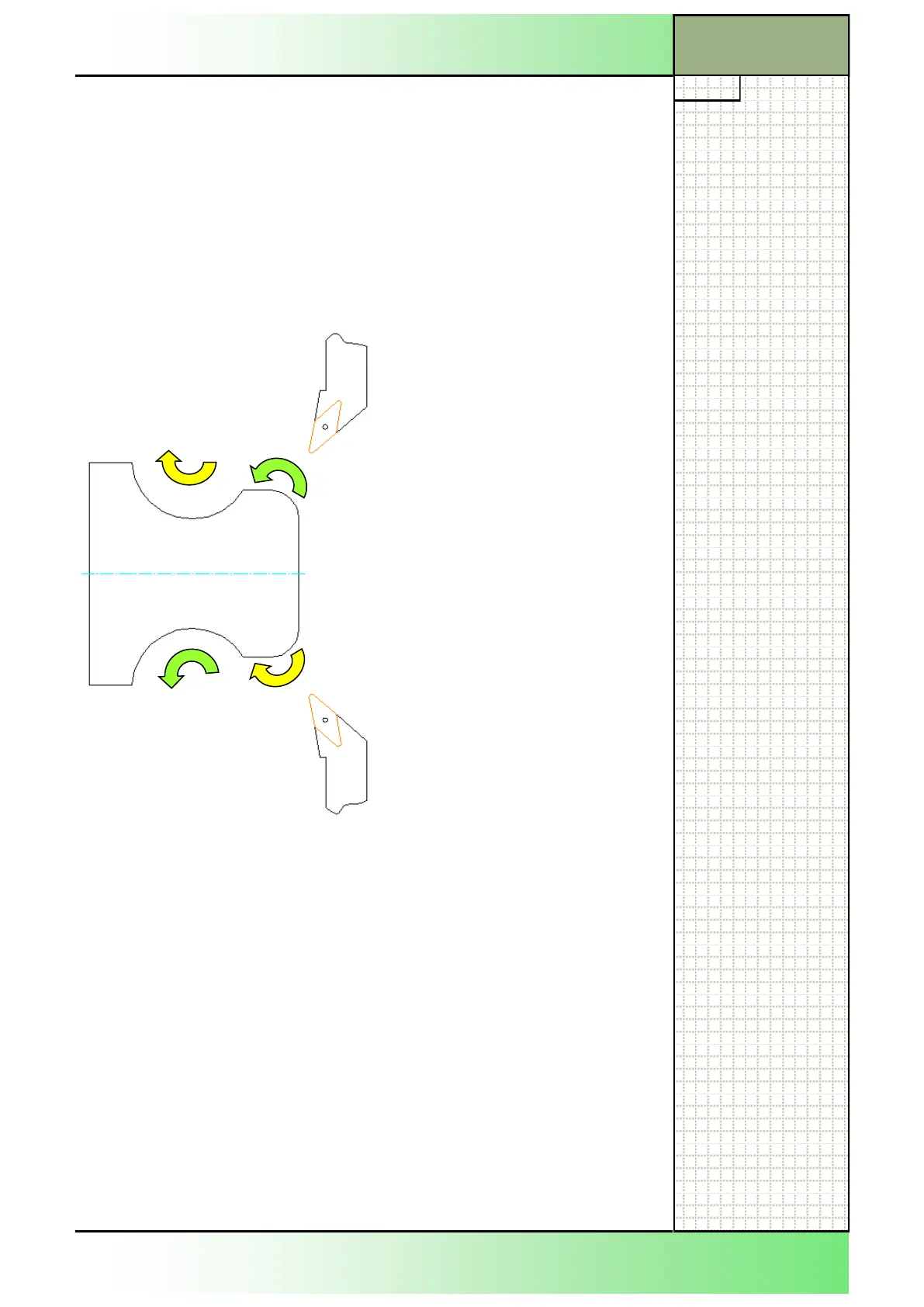
The following sketch shows the circular arc orientation on turning ma-
chines with different tool arrangements due to the machine layout.
Note:
No matter which tool arrangement is applicable to the particular machine,
the program as per DIN ISO always describes the contour of the workpiece
behind the turning axis.
G3
G2
G3
G2
Tool arrangement in front of
the turning axis.
Tool arrangement behind the
turning axis.
5.3 Circular interpolations before and behind the turning axis
 Loading...
Loading...



























