20
OPERATING INSTRUCTIONS….cont
The required tungsten diameter is determined by the thickness of the material to be
welded, for each tungsten size there are strict current limits which should be adhered
to. Too great a current causes excessive tungsten consumption and weld pool con-
tamination, whilst a too small a current causes arc instability.
The table below gives a guide as to which tungsten is most suitable according to the
material thickness. This table is only a guide, and values given are a indication only.
These welding current values are for thorium 2% (red) tungsten electrodes.
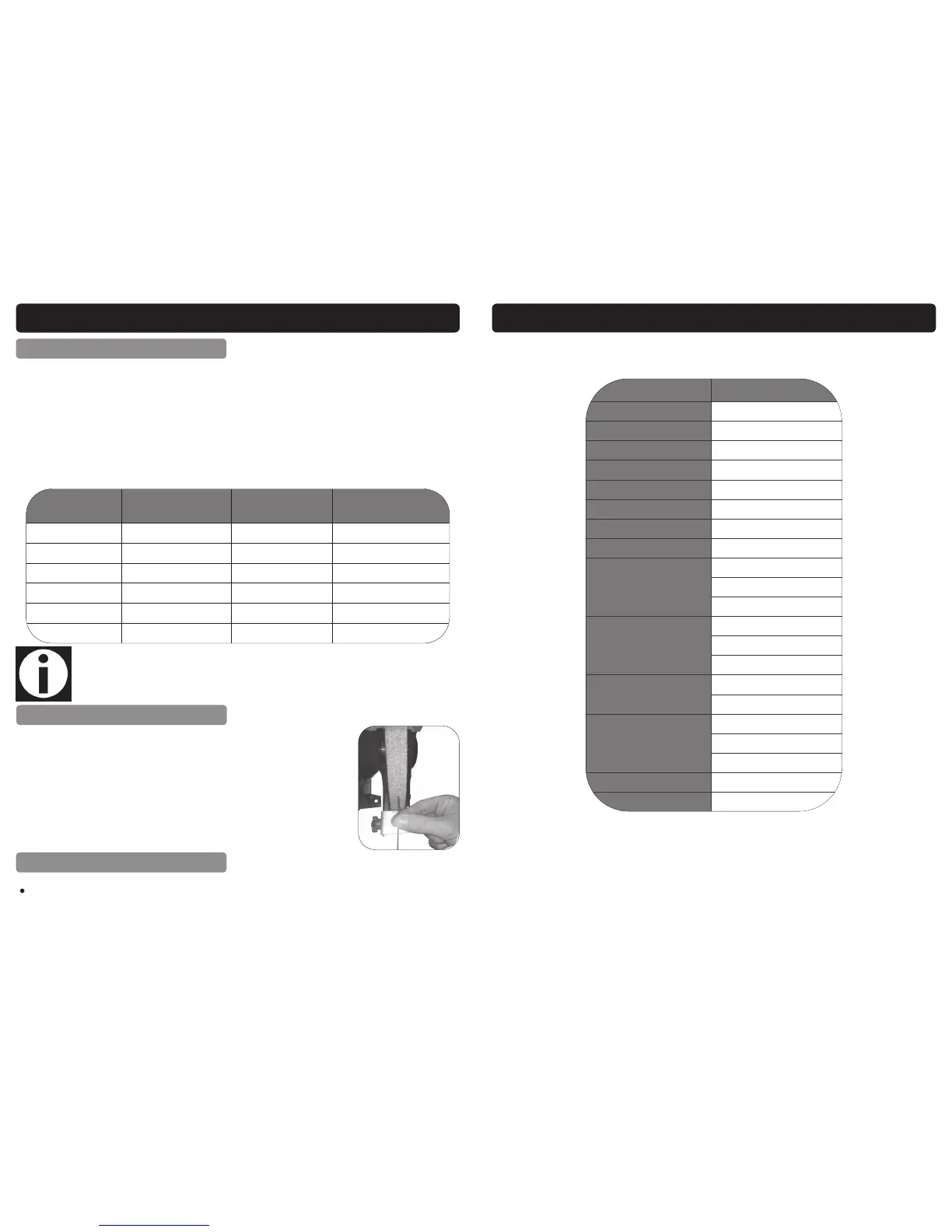
PREPARING THE TUNGSTEN
It is important to choose a tungsten with the correct diameter for
the current to be used. The tungsten will normally protrude from
the ceramic nozzle by 2 or 3mm, in order to gain access to are-
as such as internal corners the tungsten can be made to pro-
trude by up to 8mm. The tungsten should be sharpened facing
the grinding wheel (see right picture). The tip should be perfectly
concentric in order to avoid arc deviations. It is best to regularly
inspect the tungsten to maintain peak condition.
Note: The above is a guide only; always try a short weld test at the setting
selected. It is normal to make minor adjustments to achieve the required
weld.
Welding
Thickness mm
Tungsten
Diameter mm
Welding Current
Steel
Welding Current
Stainless Steel
0.5 1.0 30-60 15-30
1.0 1.6 50-70 50-70
1.5 1.6 90-110 60-90
2.0 1.6 100-130 80-100
3.0 2.4 120-140 100-130
4.0 2.4 150-200 130-200
13
TECHNICAL SPECIFICATION
Model Weldmate HG2500P
Input Voltage 230V ~ 50Hz
Input Current 16A
Output Current - Tig AC 10A - 200A
Output Voltage - Tig AC 10.4V - 18V
Output Current - Tig DC 5A - 200A
Output Voltage - Tig DC 10.2V - 18V
Output Current - Arc 5A - 170A
Output Voltage - Arc 20.2V - 26.8V
Duty Cycle @ 40°C - Tig
200 amps @ 15%
100 amps @ 60%
77 amps @ 100%
Duty Cycle @ 40°C - Arc
170 amps @ 15%
85 amps @ 60%
66 amps @ 100%
Duty Cycle @ 20°C - Tig
200 amps @ 60%
118 amps @ 100%
Duty Cycle @ 20°C - Arc
170 amps @ 35%
130 amps @ 60%
100 amps @ 100%
Insulation Class H
Protection IP21S
 Loading...
Loading...


