31
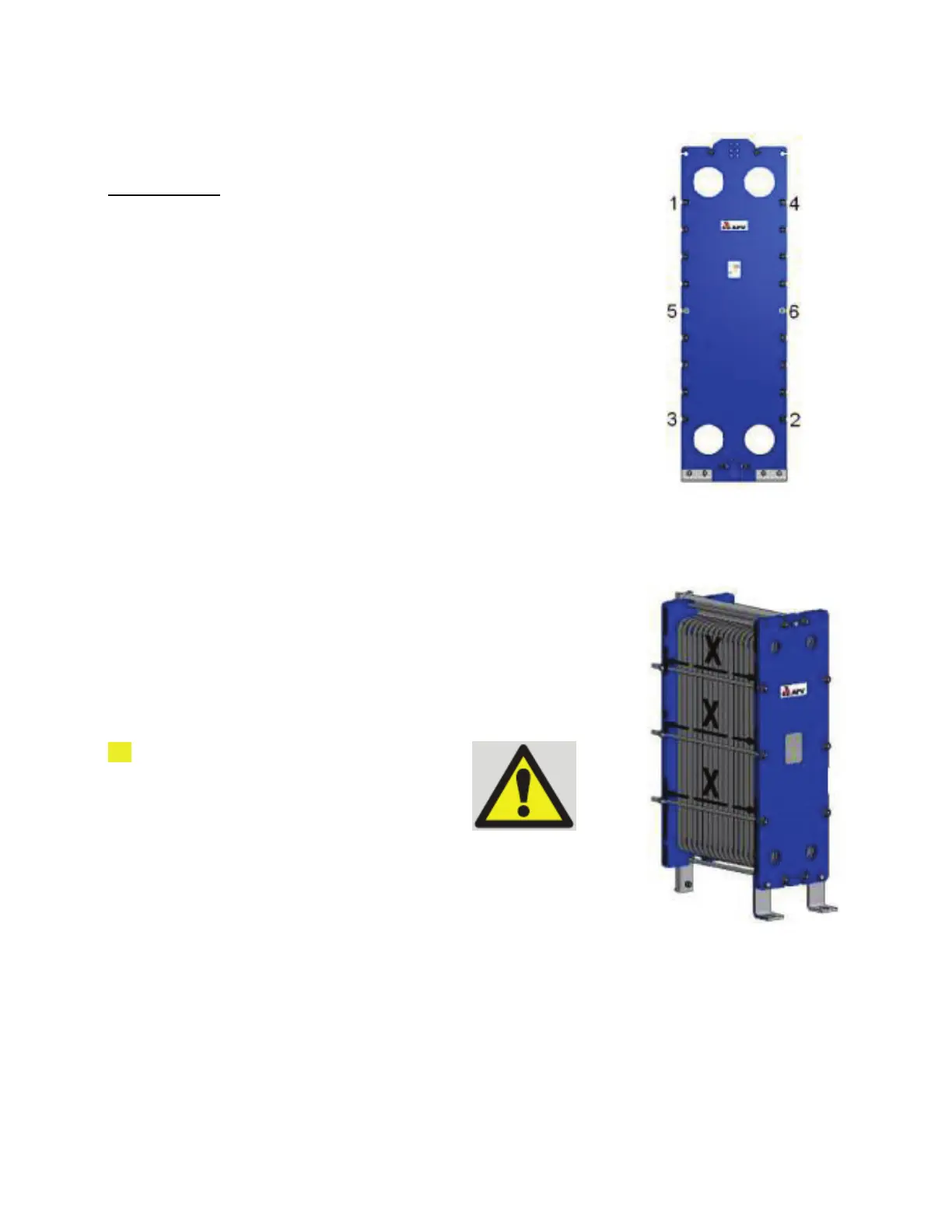
For large units
(Distance between bars 1 and 3 >1200 mm)
Compress plate pack in small increments, always
moving diagonally from one tie bar to the next.
Reach final dimension X + 10% by tightening
bars 1 to 6 in the order given, in increments of
25 mm or less. Then add all left side and right
side bars. Tighten all bars to dimension X+5% in
increment of 6 mm or less. Then add the 2 top
and 2 bottom bars and compress in 3 mm
increments to X.
By using hydraulic compression tools 2, 4 or
6 bolts can be compressed at the same time.
The order of bolts and increments must be
the same as above.
It's important that head and follower are kept
parallel during the compression work.
In this regard, compression must be
measured at the top, middle, and bottom
sides. Measurements are to be taken close
to the tie bars.
Ì! Always tighten to full plate to plate
contact, demonstrated by sufficient force and
within the dimensions permitted. On the
nameplate or the assembly drawing, you will
find the minimum and maximum compressed
dimension of the plate pack.
In multi section machines, differences in
pressures through the sections can set up a
concertina effect where higher pressure
sections open up by a few hundredths of
millimetres per plate and lower pressure
sections close down. Opening up of higher
pressure sections can cause leakage of that
section. The robustness of the PHE is also
Top
Bottom
Right side
Left side