62
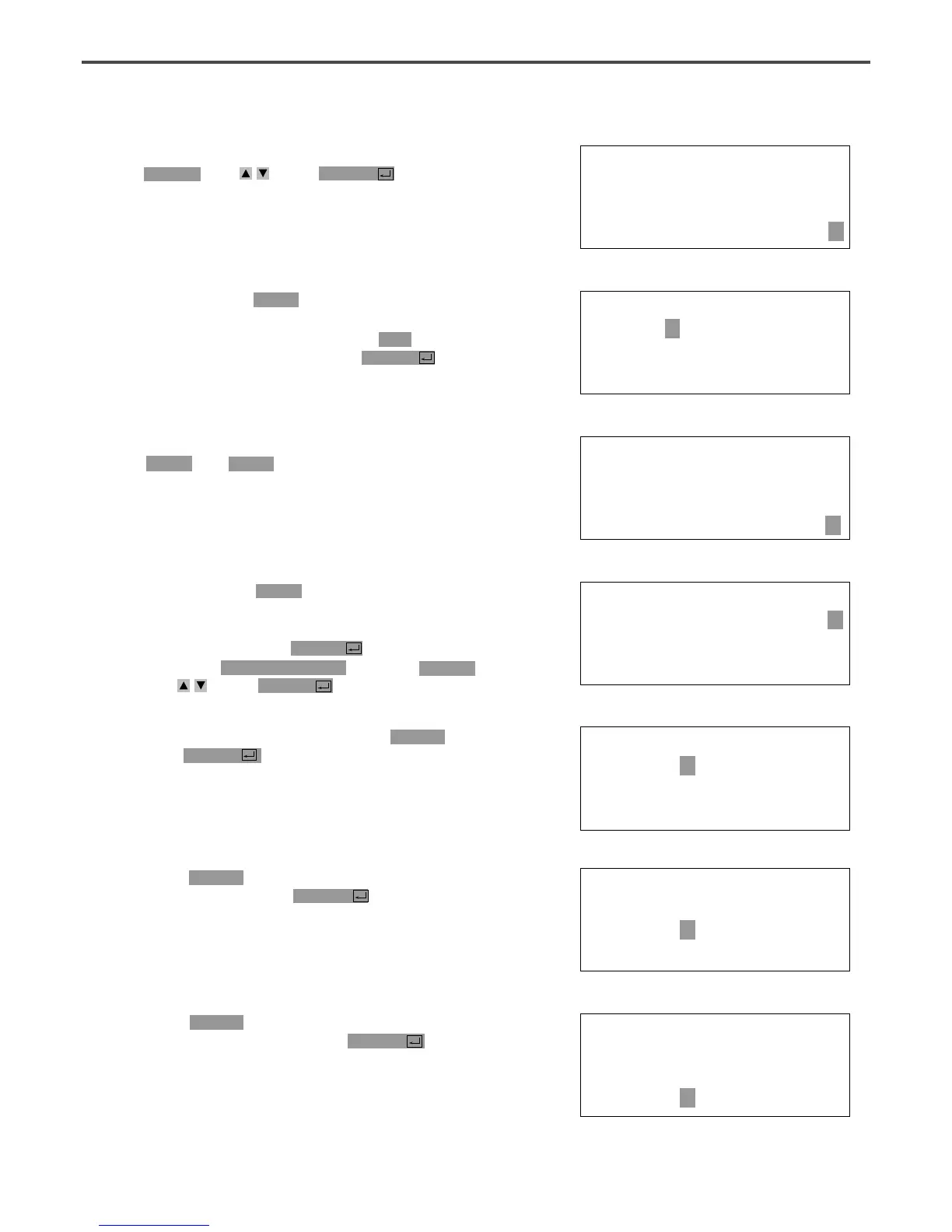
C. After moving to “2. Program” menu by using
direction key , press ENTER key. At this
time, the upper feed plate comes down and
moves to the original point.
ORIGIN
X:00000A N:00000
Y:00000A
Function Code?
014:PTRN READ
NO :001
D. After pressing READ key, input the pattern
number to change maximum sewing sped and
extension/reduction rate by using digit key and
read in the pattern by pressing ENTER key.
(For example, input [0][0][1] to read the
pattern number 001.)
JUMP
X:-0400A N:00038
Y:00200A
Function Code?
E. Go to pattern data start location by using
FORW and BACK key.
<Function Code>
050:SPD CHNG<
051:STITCH DRAG
052:STITCH DEL
F. After pressing CODE key, if you know the
function number related to pattern programming,
input three-figure digit number 050 and if you
do not know, press ENTER key. Then, after
moving to “050:SPD CHNG”by using direction
key , press ENTER key.
050:SPD CHNG
STSPM:25[100spm]
G. Input maximum sewing speed value STSPM and
press ENTER key.
050:SPD CHNG
STSPM:25[100spm]
XSCAL:100%
H. Input XSCAL, the extension/reduction rate for
X-direction and press ENTER key.
050:SPD CHNG
STSPM:25[100spm]
XSCAL:100%
YSCAL:100%
I. Input YSCAL, the extension/reduction rate for
Y-direction and if you press ENTER
k
ey, all
setting is completed.