26
La scie à tuiles et carreaux Tilematic a été assemblée et
alignée en usine avant son expédition afin de fournir des
coupes précises dès le moment de sa livraison.
Cependant, TARGET® ne pouvant contrôler la manuten-
tion au cours du transport, il est conseillé de vérifier
lalignement. Si la scie paraît nécessiter un réglage,
consulter la (ou les) section(s) appropriée(s) ci-dessous.
Il existe deux vérifications dalignement élémentaires pour
la scie Tilematic et pour tout réglage effectué, les procé-
dures ci-dessous doivent être suivies afin de sassurer que
loutil fonctionnera librement.
Outils de réglage nécessaires: équerre de charpentier,
deux (2) clés de 7/16 po, et une clé hexagonale de 5/32
po.
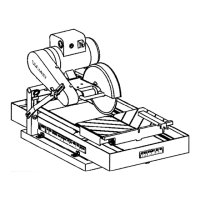
1. Vérification de lalignement du disque dans la fente
* Le disque (K) doit être centré dans la fente du
chariot (4) de transport.
* Mettre la scie en place comme décrit ci-dessus et
effectuer un chariotage (4) davant en arrière du
bac (3). Si le disque (K) touche lun des côtés de
la fente, le réglage de lemplacement de la tête de
coupe doit être effectué.
Réglage de lemplacement de la tête de coupe (voir
figure 1& 3)
* La tête (1) de coupe se trouve entre les colliers de
fixation (A et B). À laide dune clé hexagonale de
5/32 po, desserrer ces deux (2) colliers. Déplacer
la tête de coupe (1) le long de la barre (S) jusquà
ce que le disque (K) ne touche plus la fente. Re-
placer les colliers de fixation contre les côtés de
la tête (1) de coupe et resserrer (3) les vis darrêt.
8. Procedures dalignement
Pour les coupes droites, positionner le carreau contre
le bord arrière du chariot de transport. Garder ce der-
nier propre et exempt de résidus de coupe. Le guide
de refend standard est utilisé.
Déplacer le chariot lentement et avec précaution jus-
quà ce que le disque touche le carreau. Le disque doit
avoir une chance de se roder légèrement. Il est possi-
ble que dix coupes soient nécessaires pour roder un
disque et obtenir les meilleurs résultats.
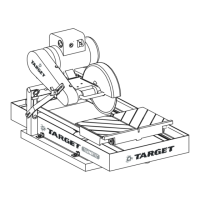
Barre de blocage réglable avec protection
darticulation de profondeur
5
Une barre de blocage (28) est utilisée pour régler la
profondeur du disque durant la découpe. Elle comporte 3
(trois) trous marqués 10, 8 et 6 à son extrémité inférieure.
Ils servent de réglages de limite de profondeur et, sils sont
utilisés avec le disque de diamètre correct, empêchent le
disque dentailler le chariot de roulement.
Trois trous dans la barre de verrouillage :
10 - Le trou le plus bas doit être utilisé avec un disque de
254 mm (10 po) de diamètre.
8 - Le trou du milieu doit être utilisé avec un disque de
203,2 mm (8 po) de diamètre.
6 - Le trou le plus haut doit être utilisé avec un disque
de 152,4 mm (6 po) de diamètre ou une fraise à
profiler.
Le Tilematic est expédié avec le réglage standard pour un
disque de 10 po de diamètre. Pour changer ce réglage,
trouver le boulon (29) utilisé comme pivot, desserrer et
enlever lécrou de blocage (31). Régler la barre de blocage
(28) sur le trou approprié. Serrer les fixations afin que la
barre de blocage (28) puisse pivoter librement. Vérifier le
réglage en desserrant le bouton (32) et en abaissant la
tête complètement dans la fente de la table. Le segment
de disque doit se trouver en dessous de la surface de la
table, mais ne doit pas la couper.
Le moteur est muni dun bouton de réarmement manuel du
dispositif de protection contre les surcharges thermiques.
Si le moteur surchauffe, le bouton rouge sort pour ouvrir le
circuit du moteur, ce qui arrête le moteur et la pompe à
eau. Dans ce cas, linterrupteur MARCHE/ARRÊT du
moteur doit être réglé sur ARRÊT. Une fois le moteur
refroidi, enfoncer le bouton de réarmement. Sil reste
enfoncé, le moteur peut être remis en marche.
Dispositif manuel de protection contre les
surcharges thermiques
6
Voir la figure 2, page 15
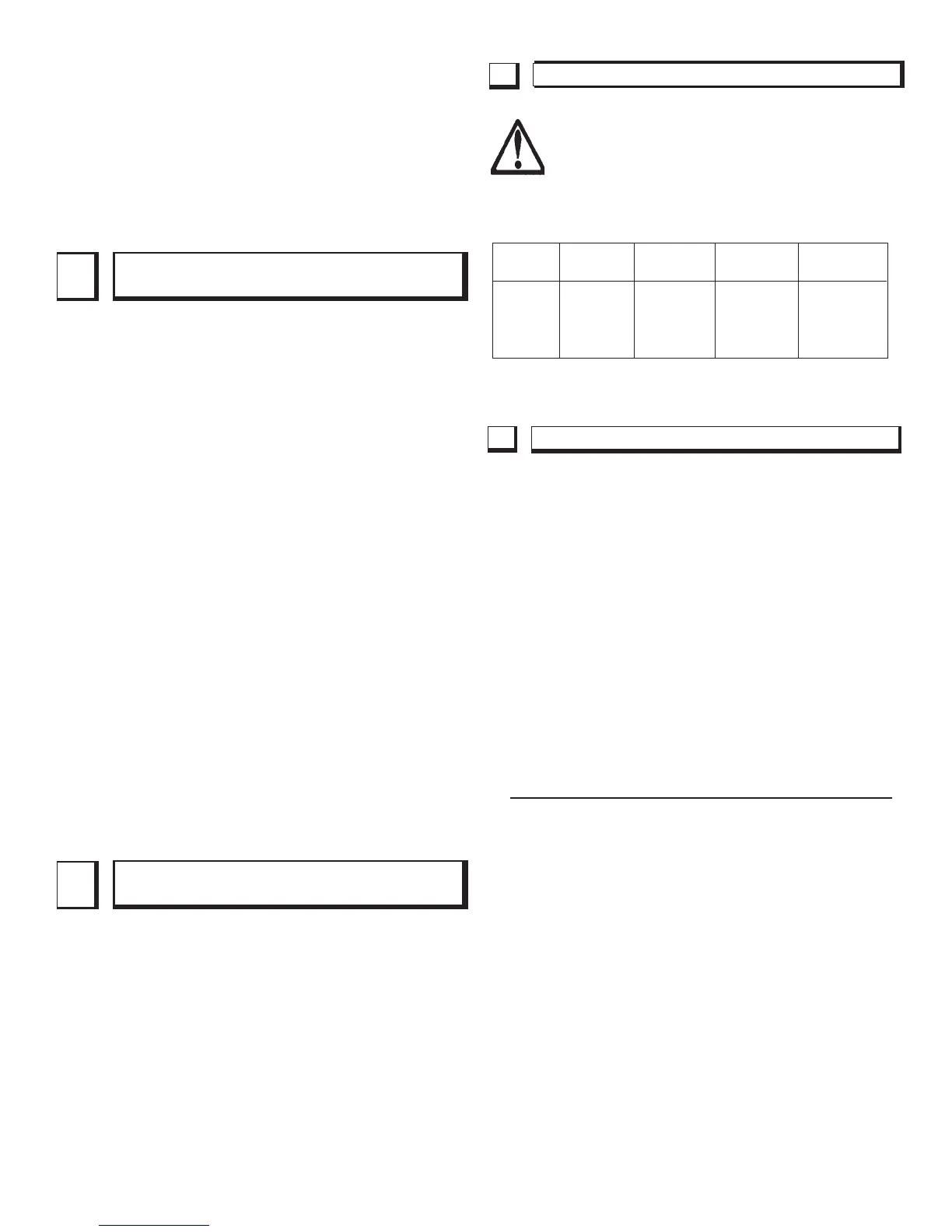
MOTEUR AMP. P.C.* Cordon 50 pi Cordon 75 pi Cordon 100 pi
HP tr/mn
115V 230V 115V 230V 115V 230V 115V 230V
1-1/2 1725 14.6 #12 #10 #8
1-1/2 3450 17.2 8.6 #10 #14 #10 #14 #8 #14
1 1425 7.2 #14 #14 #14
Une bonne performance du moteur dépend
dune tension correcte. Les rallonges de
cordon trop longues et/ou de petit calibre ré-
duisent la tension du moteur sous charge. Ne
pas utiliser de rallonges de plus petit calibre que
celles indiquées dans le tableau ci
dessous.
7 Rallonges de cordon
<* P.C. = Pleine charge>
 Loading...
Loading...