RU -11
Переведенная копия оригинального
итальянского текста
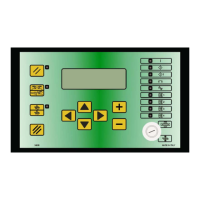
6.5.2 Режим работы QUICK
В режиме работы QUICK пользователь может
задавать сокращенный набор параметров
программы сварки.
Пользователь может задать продолжительность,
силу тока и усилие сжатия электродов.
В режиме QUICK параметры могут быть сохранены в
четырех программах.
6.5.2.1 Настройка и сохранение программы
(См. рис. A24 и A25 в приложении)
Чтобы задать параметры сварки, нажимайте на
соответствующие элементы и вводите нужные
значения с помощью цифровой клавиатуры.
Чтобы сохранить или обновить введенные
параметры, выполните следующее:
• Щелкните по кнопке .
• Нажимайте в течение 5 секунд одну из кнопок (1),
чтобы сохранить параметры в соответствующей
программе.
6.5.2.2 Выбор программы
(См. рис. A24 и A25 в приложении)
Чтобы использовать программу, выполните
следующее:
• Нажмите на кнопку .
• Нажмите на одну из кнопок (1), чтобы вывести на
экран сохраненные в программе параметры.
• Появится следующее сообщение
, подтверждающее
сохранение.
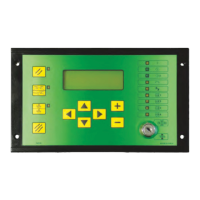
6.5.3 Режим работы FULL
(См. рис. A26 в приложении)
В режиме работы FULL оператор может регулировать
все параметры программы сварки.
Сварка выполняется по заданным в программе
параметрам без вмешательства автоматических
систем корректировки.
В области (1) отображается график текущей
программы.
При нажатии на любой блок программы (2)
отображаются значения соответствующих
параметров (время и сила тока).
При нажатии на значок (3) отображается
запрограммированное усилие сжатия электродов.
В области (4) отображаются значения, полученные
при выполнении последней сварки, или значения,
относящиеся к сварке, выбранной в области (5).
Регулировка параметров программы сварки
производится путем нажатия на значок (6).
6.5.3.1 Изменение программы сварки
(См. рис. A27 в приложении)
На странице программирования на графике
показана программа, отображающая каждую фазу
сварки с помощью блока.
Чтобы активировать или деактивировать какую-
либо фазу, необходимо нажать на соответствующий
блок.
Под каж дым блоком отображаются соответствующие
параметры времени.
Над каждым блоком, если предусмотрено,
отображаются соответствующие параметры тока.
Чтобы изменить значение, на него нужно нажимать.
В окне отображаются минимальные и максимальные
значения, которые могут быть заданы.
Если программа заблокирована, произвести
изменения будет невозможно.
Такое условие отображается с помощью значка (1) в
виде закрытого замка.
В области (2) отображается имя текущей программы.
• PRE-WELD (3): Фаза, в которой подается
ток. Она выполняется перед фазой сварки
для предварительного нагрева листов.
Оператор может регулировать
продолжительность (PRE-WELD TIME) и
интенсивность тока (PRE-WELD CURRENT).
• COLD 1 (4): Время ожидания между
фазой PRE-WELD и сваркой WELD.
Если фаза PRE-WELD деактивирована, ее
невозможно будет запрограммировать.
• SLOPE-UP (5): Во время фазы SLOPE-UP
сварочный ток постепенно увеличивается до
значения, заданного на фазе сварки WELD.
Длительность такого увеличения задается
оператором. Начальное значение тока всегда
равно минимальному току, тогда как конечное
значение равно значению, заданному на фазе
сварки WELD. Время SLOPE-UP добавляется к
времени сварки.
• WELD (6): Во время фазы сварки WELD подается
сварочный ток. Оператор может регулировать
продолжительность сварки (WELD TIME) и
интенсивность тока (WELD CURRENT). Возможна
импульсная подача тока. При нажатии на
блок фазы WELD активируется функция, и
одновременно регулируется число импульсов,
что отображается внутри самого блока (7). Когда
активирован импульсный режим, параметр WELD
TIME показывает продолжительность каждого
отдельного импульса. Также отображается
новый параметр, COLD 2 (8), который позволяет
запрограммировать время между импульсом
сварки и следующим.
RU