CN-12
• SLOPE-DOWN (9):这个参数是在焊接结束时的额
外焊接时间,在此期间,焊接电流逐渐降低,从
WELD CURRENT焊接电流中设定的数值降低至最
小值。SLOPE-DOWN电流缓降时间会加在焊接时间
中。
• COLD 3 (10):这是SLOPE-DOWN电流缓降阶段和
POST-WELD后焊接阶段之间的等待时间。如果
POST-WELD后焊接阶段停用,则无法对其进行程
序设定。
• POST-WELD (11): 在POST-WELD后焊接阶段中,
会释放电流。在焊接阶段之后执行,目的是减缓
焊接冷却。可以调整时间(POST-WELD TIME)和
电流强度(POST-WELD CURRENT)。
• CLAMPING FORCE (12):按下图标(12),可以
调节电极在板材上施加的力。控制器自动调节气
动线路中的压力,以设定所需的力。
6.5.3.2 保存焊接程序
(参照附图A28)
按下图标
,进入保存焊接程序的页面。
程序在列表中显示,可以使用按键(1)和(2)进
行查看。
若要选择所需的程序,只需按下程序名称即可。
若要创建新程序,请使用程序列表底部的按键(3)
。
程序存档可以分为不同的文件夹,类似于电脑中的
存档方式。
若要进入文件夹,只需按下文件夹的名称即可。当
前查看的文件夹将在区域(4)中显示。
若要创建新文件夹,请使用图标(5)。
图标(6)表示程序有随附照片,可用于识别预设程
序的相关部件和/或焊接位置。
按下此图标,可以查看照片。
如果程序受到保护而无法修改,则用一个锁上的挂
锁图标来表示。
6.5.3.3 进阶修改焊接程序
(参照附图A28和A29)
按下图标(7),将会显示栏目(8),以此来选择
一个或多个焊接程序。
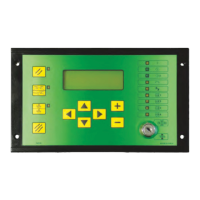
在选择的程序中,可以通过下列图标执行高级操
作:
修改所选程序的名称。
保护所选程序。
只有拥有管理权限的用户才能对其进行
修改。
将所选程序复制到新程序。
删除所选程序。
CN
意大利原文的翻译文本