82
8
1
7
5
2
3
6
4
24
9
5
7
1
8
4
6
2
3
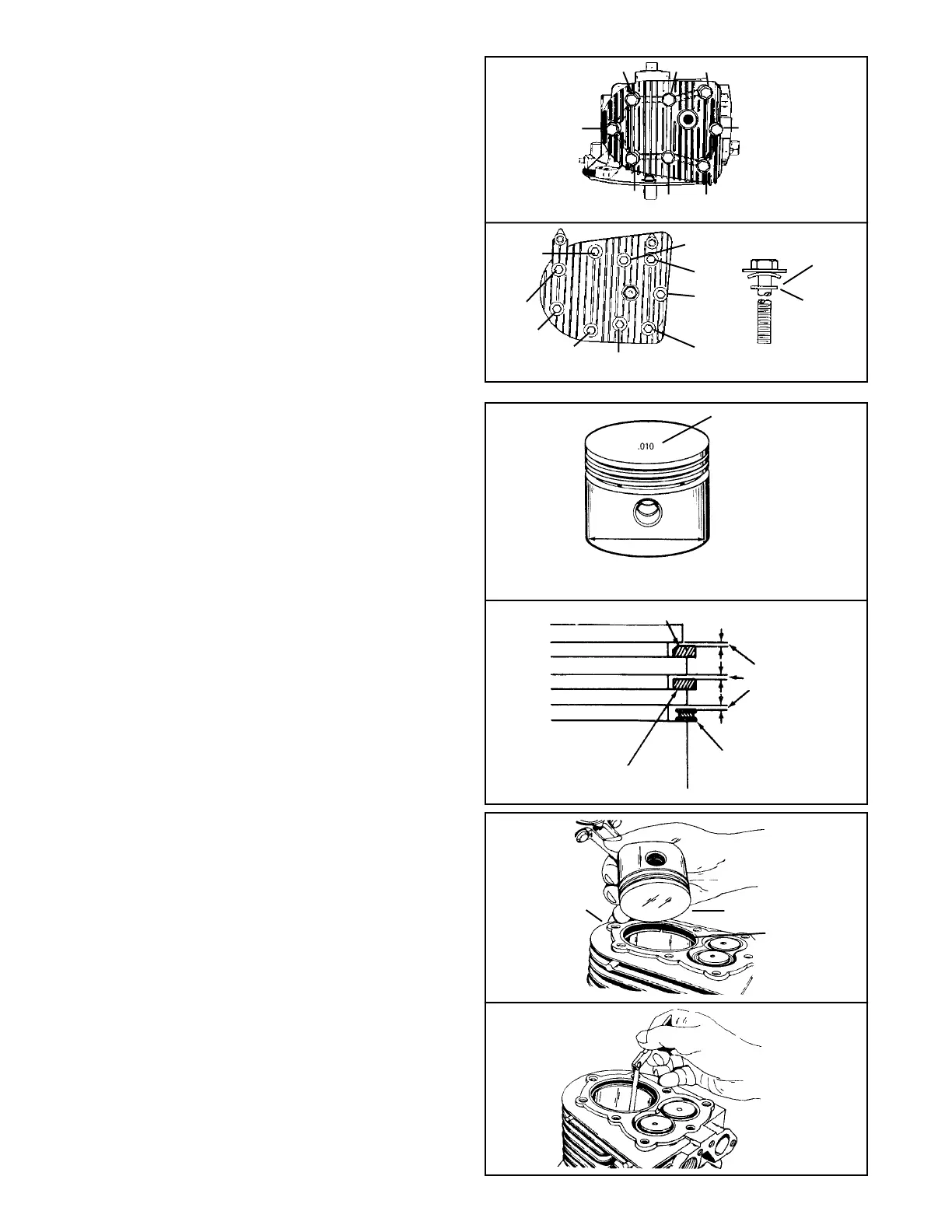
BELLEVILLE WASHER
(CROWN TOWARD
BOLT HEAD)
FLAT
WASHER
TVM170,195,220,VM & HM MODEL ENGINES
25
ALL MODELS EXCEPT HM,VM, TVM170,195,220
CYLINDER HEADS
Check the cylinder head for warpage by placing the head
on a precision flat surface. If warped in excess of .005"
(.13 mm) replace the head. Slight warpage can be corrected
by placing a sheet of #400 wet /dry sandpaper on a precision
flat surface and rubbing the head gasket surface in a circular
pattern until the entire gasket surface shows evidence of
sanding. A small amount of honing oil on the sandpaper
will make it easier to slide the head. Always replace the
head gasket and torque the head bolts in 50 inch pound
increments in the numbered sequence to 200 inch pounds
(22.5 Nm) (diag. 24 & 25).
Engine models V50, H50, H60, H70, VH50, VH60, VH70
require a flat and a belleville washer on bolts numbered 1,
3, and 7. Current production HM80 and HM100 use flat
washers only on bolts numbered 2 and 3 in conjunction
with the gas tank mounting bolts. All other head bolts on
HM80 and HM100 use a flat and a belleville washer on
each bolt.
Engine models V60, V70, TVM125, 140, 195, 220 require
a flat washer and a belleville washer on all head bolts.
PISTONS, RINGS, AND CONNECTING RODS
Piston
The piston should be checked for wear by measuring at
the bottom of the skirt 90 degrees from the piston pin hole
with a micrometer. Check the ring side clearance using a
feeler gauge with new ring. Clean all carbon from the piston
top and the ring grooves before measuring. Visually inspect
the piston skirt area for scoring or scratches from dirt
ingestion. If scoring or deep scratches are evident, replace
the piston.
If the cylinder bore needs re-sizing, an oversize piston will
be necessary. Oversize pistons are identified by the
imprinted decimal oversize value imprinted on the top of
the piston (diag. 26).
Rings
After the cylinder bore diameter has been checked and is
acceptable to rebuild, the ring end gap should be checked
using new rings. Place a new compression ring squarely
in the center of the ring travel area. Use the piston upside
down to push the ring down (diag. 28) and measure the
gap with a feeler gauge. The ring end gap must be within
the specification to have adequate oil control (diag. 29).
This procedure will assure correct piston ring end gap
measurement. Ring side clearance should also be checked
with a feeler gauge when using new rings with an old piston
(diag. 27).
Replace the rings in sets and install the piston, rings, and
rod assembly in the cylinder bore with the ring end gaps
staggered. When installing new rings in a used cylinder,
the cylinder wall should be de-glazed using a commercially
available de-glazing tool or hone.
26
27
INDICATES .010
OVERSIZE PISTON
PISTON MEASUREMENTS ARE TAKEN AT
BOTTOM OF SKIRT 90
0
FROM WRIST PIN HOLE
1ST COMPRESSION RING
2ND
COMPRESSION
RING
3RD OIL
CONTROL RING
SIDE CLEARANCE
(continued on top of next page)
PISTON
28
29
CYLINDER
PISTON RING
 Loading...
Loading...