6.2 SCREW WAXING APPLICATION
6.3 UNDERBODY COATING
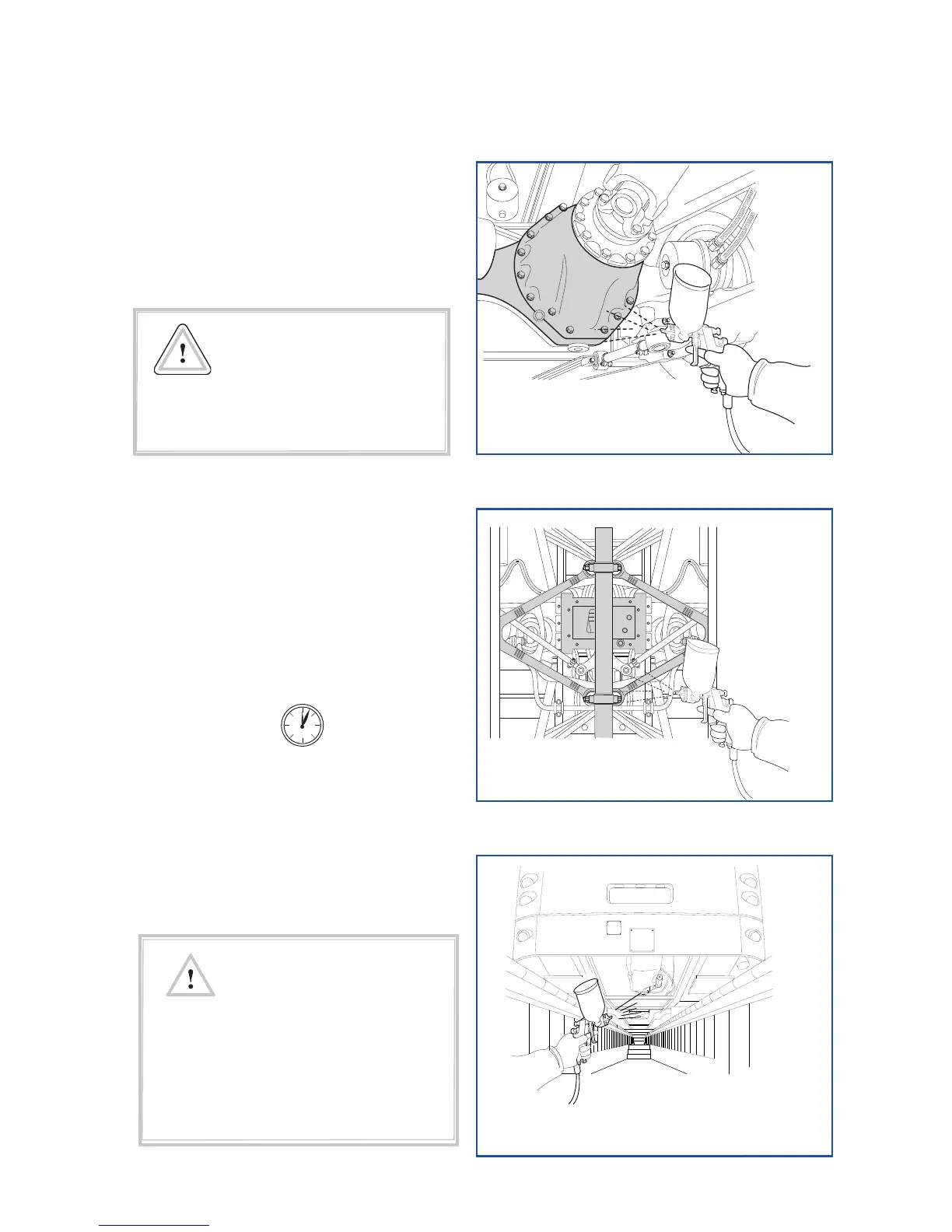
All metal parts at the engine compartment
(inculuding heating cupper tubes and A/C
compressor, Exhaust mufer bracket etc.)
could be waxed with Efcoat WE439A1 Anti
Corrosive Material as shown in the gure.
1. Brush the corroded zone with wire
brush.
2. Clean the brushed area with a solvent
or thinner and dry it with a dry cloth.
3. Apply epoxy primer to the cleaned and
dried zones.
4. Wait 12 hours for primed surfaces to
be dried.
5. Apply underbody coating (Dinitrol
4942).
6. PROCEDURE FOR CHASIS (ZONE B)
waxing
12
CAUTION
CAUTION
- DO NOT use any heat sources to dry
the underbody epoxy primer.
- To avoid any cooling problem,
differential coating thickness should
be 200-250 micron.
Take necesssary re precautions
when working mufer line, screws
and components of heating system.