Page 23@)1&/2:(+.:4=&A02'/.)+'B&6=24'2&:4==&CD###DE#FDFEC#,Item 57863 57864
GH@<IJKHLMI<MHMN< OHGLN&P<QRLMSP<QRLMS&ILTG G<IUT
P2=>.+9&I.6'
A good way to test welding technique is to examine a
weld’s appearance after it has cooled and the slag
has been removed. Then, better welding can be
learned by adjusting your weld technique to remedy
any problems found.
N=24+.+9&/(2&P2=>
IW&TV<-<MI&G<VLWUG&LMcUVJ5&
N)+/.+02&/)&*241&HMGLD4661)Y2>&
'482/X&9)99=2'&4+>&61)/2:/.Y2&*241&
*(2+&:=24+.+9&4&*2=>,&&
G641]'&)1&:(.6'&;4X&8=X&*(2+&:=24+.+9,
1. A weld from flux-cored wire will be
covered by slag. Use a chipping hammer
to knock this off. O2&:41280=&+)/&/)&
>4;492&/(2&*2=>&)1&34'2&;4/21.4=,
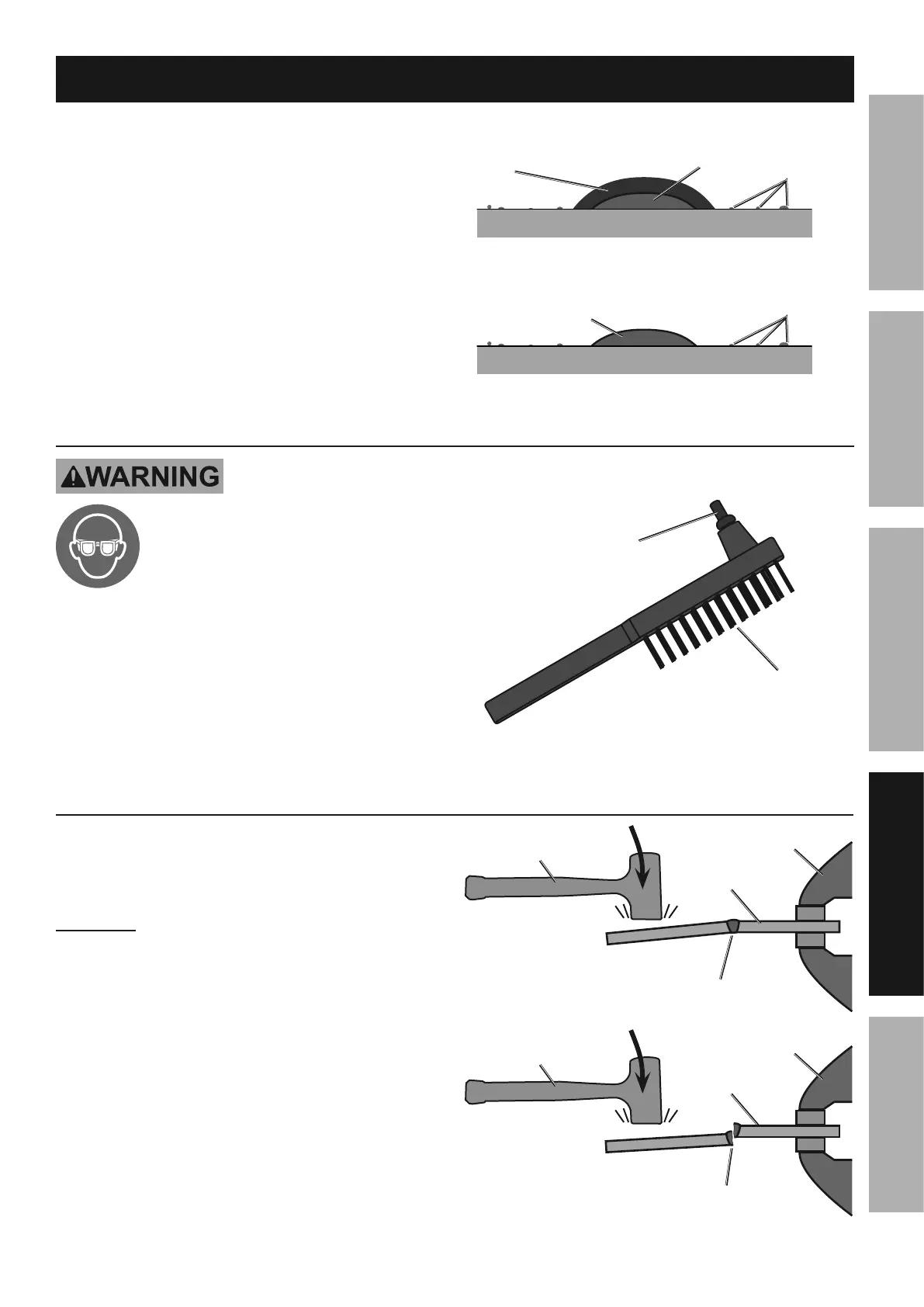
2. Use a wire brush to further clean the weld
or use an angle grinder (sold separately) to
shape the weld.
G/1.]2&I2'/
H&/2'/&*2=>&)+&4&TL<N<&W@&GNVHT&:4+&32&/2'/2>&3X&
0'.+9&/(2&8)==)*.+9&61):2>012,
P<HV&HMGLDHTTVW-<R&GH@<IJ&SWSSQ<G&
RUVLMS&I^LG&TVWN<RUV<,
PHVMLMSi&&IW&TV<-<MI&G<VLWUG&LMcUVJ5&&I(.'&
/2'/&PLQQ&>4;492&/(2&*2=>&./&.'&6218)1;2>&)+,&&
I(.'&/2'/&.'&WMQJ&4+&.+>.:4/)1&)8&*2=>&/2:(+.A02&
4+>&.'&+)/&.+/2+>2>&/)&/2'/&*)1].+9&*2=>',
1. After two scraps have been welded together and the
weld has cooled, clamp one scrap in a sturdy vise.
2. Stay clear from underneath while you strike
the opposite scrap with a heavy hammer,
preferably a dead-blow hammer.
3. A SWWR&P<QR will deform but not break,
as shown on top.
A TWWV&P<QR will be brittle and snap at the weld,
as shown on bottom.
:=4;6
GNVHT&
*)1]6.2:2
SWWR&P<QR&&
32+>'&4+>&.'&+)/&31.//=2
>24>D3=)*&(4;;21
:=4;6
GNVHT&
*)1]6.2:2
TWWV&P<QR&&
'+46'&)1&:14:]'
>24>D3=)*&(4;;21
A typical solid wire (GMAW) weld &
328)12&:=24+.+9,
34'2&;2/4=
*2=>&324>
'64//21
A typical flux-cored wire (FCAW) weld &
328)12&:=24+.+9,
34'2&;2/4=
*2=>&324>
'=49
'64//21
N(.66.+9&
^4;;21
P.12&O10'(