3-2. INSPECTION
Before and after disassembly, inspect each part
for the items mentioned below. Parts which
deviate from the specified values should be
replaced.
-Wash clean all disassembled parts and check
them for wear, damage, deformation, Burning ,
etc. Defective parts should be corrected or
replaced.
-As the drive pinion and the ring gear make a pair,
they should be replaced together even if only one
is found to be defective.
-Backlash between the drive pinion and the ring
gear
Backlash 0.1-0.2 mm
(0.004-0.008 in)
-Backlash between the diff-pinion and the dif-side gear.
Backlash 0.1-0.2 mm
(0.004-0.008 in)
-When the backlash exceeds 0.5mm,also inspect the
thrust collar for wear,defective collars should be
replaced.
-Disengaging the resistance of PTO shifters.
Standard Value 18-22Kgf (40-49lbs)
Usable limit 17 Kgf (38 lbs)
* Measured at the shifter
3-3. REASSEMBLY
Reassemble the parts in reverse order of disassembly,
following these instructions.
(1) Ring gear, Drive pinion, and related parts.
a. Apply oil to the drive pinion and related parts
ahead of time.Then install them and tighten the
assembly to the specified torque.
Tightening torque 4.5~6.0Kgf.m
(44.1~58.8N.m)
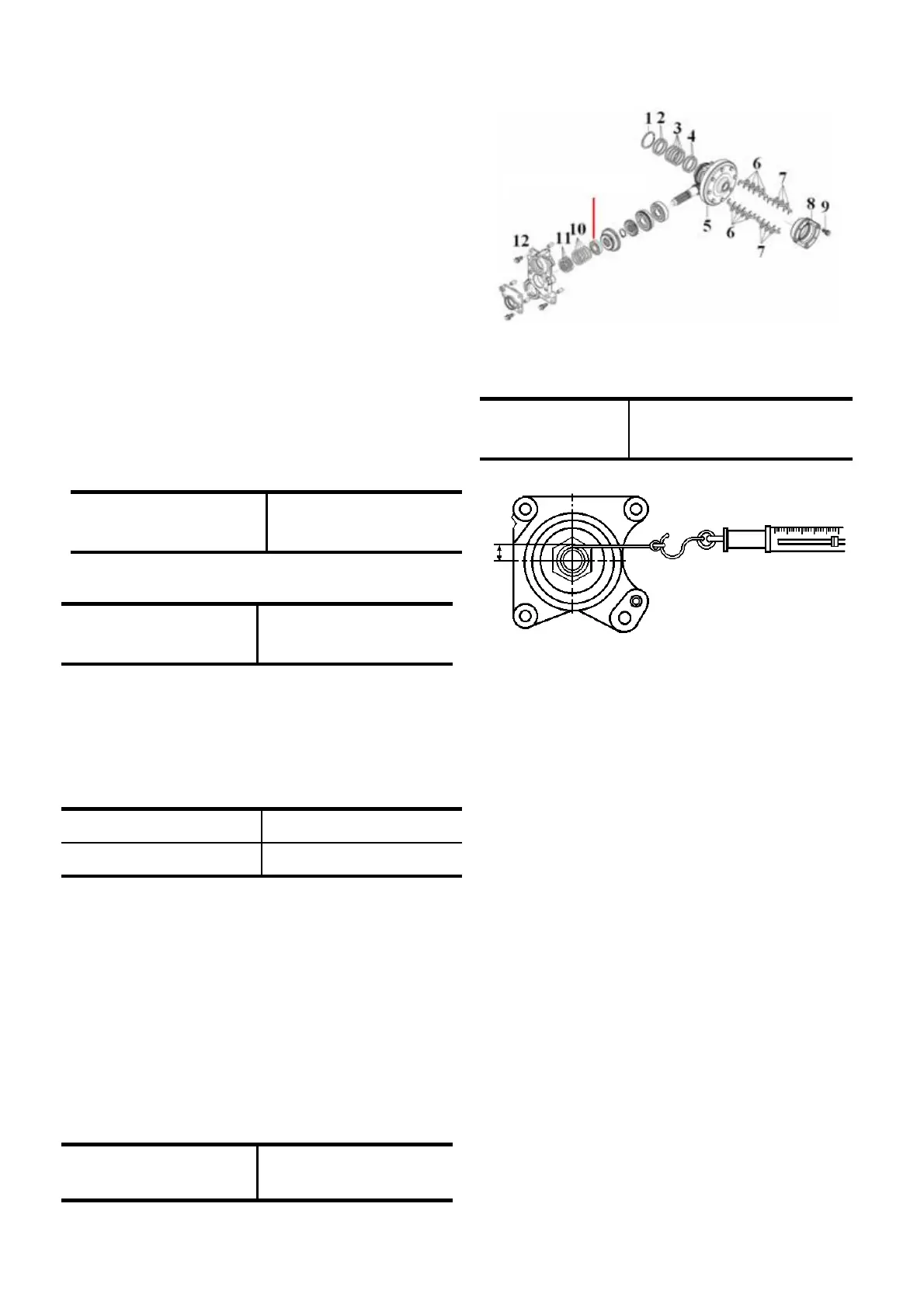
b.Be sure that the starting torque of the drive
pinion meets the specified level.
Starting torque 8-11 Kgf.m
(0.08-0.11KN.cm)
c. Check the torque with a special jig
d. After the starting torque has been adjusted to
the specified level, crimp the lock of the nut
at one point as illustrated.
e. Tighten the bearing metal by providing it
with the same shimming thickness that it
had when it was disassembled.
Fig.5-31
5-19
Taper Roller Bearing
Fig.5-30