(Рис. 4)
B
A
(Рис. 5)
B
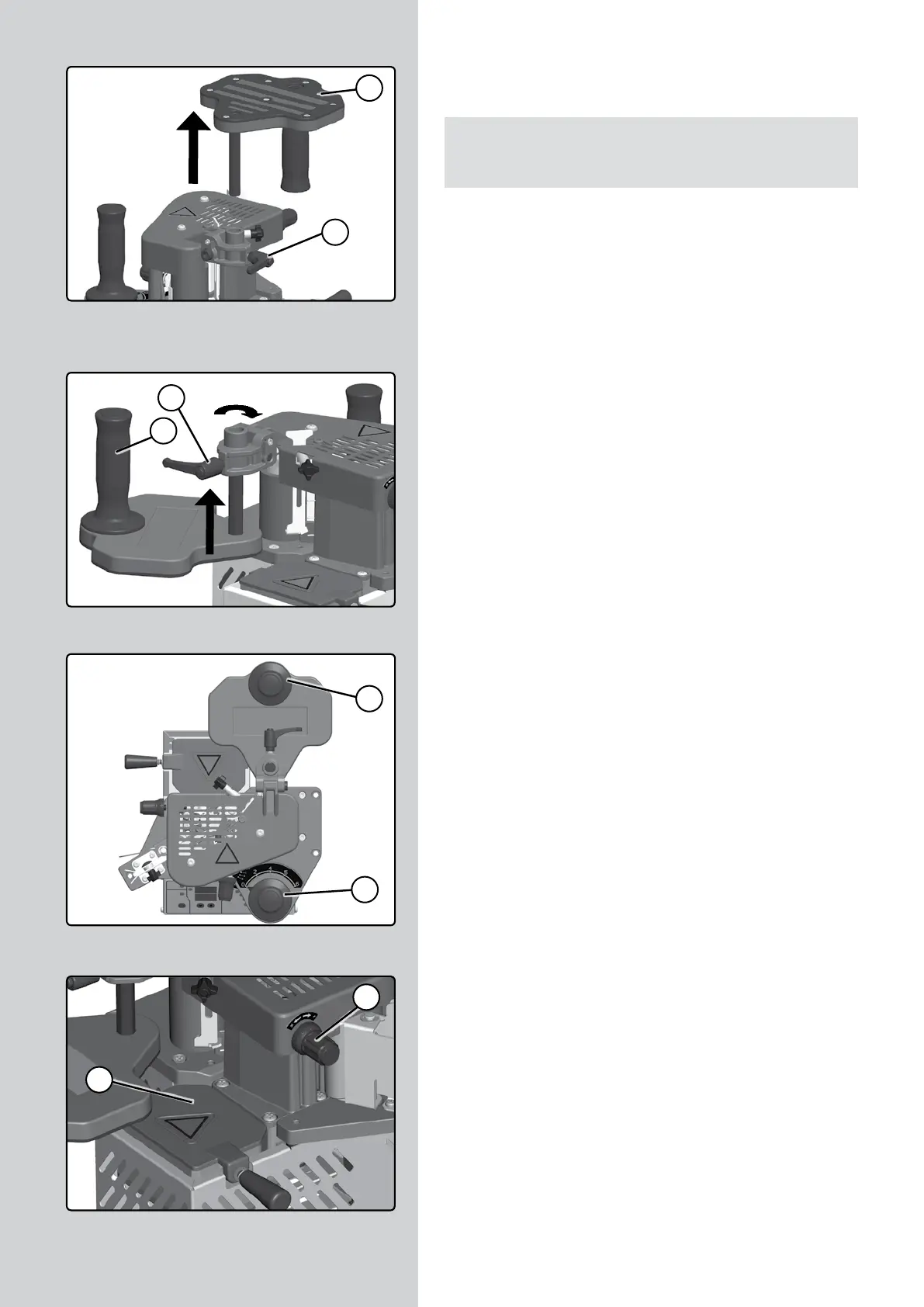
(Рис. 6)
B
(Рис. 3)
B
A
A
A
• Сохраните деревянный бокс и крышку для обеспечения
условий хранения и безопасной транспортировки машины.
6. РЕКОМЕНДАЦИИ ДЛЯ КАЧЕСТВЕННОГО ПРИКЛЕИВАНИЯ
КРОМОЧНОГО МАТЕРИАЛА С ИСПОЛЬЗОВАНИЕМ
РУЧНОЙ КРОМКООБЛИЦОВОЧНОЙ МАШИНЫ PEB250
Ниже приведены наиболее важные рекомендации
касательно деталей, кромочного материала, клея и рабочей
температуры, которые необходимо принять во внимание
при использовании PEB250.
6.1 КРОМОЧНЫЙ МАТЕРИАЛ И ОБРАБАТЫВАЕМАЯ ДЕТАЛЬ
• Обрабатываемая торцевая поверхность должна быть
перпендикулярна относительно плоскости детали и
очищена от пыли. Для обработки деталей с отклонением
от перпендикулярности не более 10º обратитесь к разделу
8.4 «Настройка для обработки клинообразных деталей».
• Обрабатываемый торец детали должен иметь
подготовленную поверхность для обеспечения
качественного приклеивания, особенно при использовании
тонких кромочных материалов и очищена от пыли.
• Обрабатываемая деталь и приклеиваемый кромочный
материал должны иметь температуру не менее 18°C (64ºF).
• Для достижения наилучших результатов приклеивания
необходимо обеспечить достаточное прижимное усилие
на кромочный материал.
• При применении жестких (ламинированных) кромочных
материалов необходимо обеспечить соответствующее
прижимное усилие, достаточное для преодоления
жесткости кромочного материала.
• При оклеивании пористых деталей необходимо увеличить
количество клея, наносимого на кромочный материал.
6.2 КЛЕЙ-РАСПЛАВ
• Убедитесь в достаточности толщины клеевого слоя,
нанесенного на кромочный материал, путем пробного нанесения
принимая во внимание следующее:
- Для кромочного материала толщиной 0.4 мм (ПВХ, ABS,
пластик)....установите регулятор B в положение 0 (Рис. 6)
- Для кромочного материала толщиной 0.4-1.5 мм......установите
регулятор B в положение 2 (
Рис
. 6)
- Для жестких (ламинированных) кромочных материалов толщиной
1-1.5 мм......установите регулятор B в положение 7 (
Рис
. 6)
- Для кромочного материала толщиной 2 мм......установите
регулятор B в положение 5 (Рис. 6)
- Для кромочного материала толщиной 3 мм......установите
регулятор B в положение 8 (Рис. 6)
• При работе с жестким кромочным материалом
предпочтительнее снизить температуру на 10%; увеличение
объема нанесения клея-расплава контрпродуктивно и не
приведет к увеличению качества приклейки.
• Убедитесь в том, что клеевая ванна содержит достаточное
для выполнения рабочей операции количество полностью
расплавленного клея. При необходимости добавления
клея-расплава в клеевую ванну заранее, приблизительно за
5 минут до начала приклеивания, включите систему подачи
кромочного материала и нанесения клея (см. раздел 9.2
«Управление скоростью приклеивания»).
• Многократно разогреваемый клей теряет свои адгезивные
свойства и не обеспечивает правильного склеивания. Цвет
такого клея имеет тенденцию к затемнению.
• В процессе приклеивания кромочных материалов
PEB200-PEB250 / Инструкция по Эксплуатации - 119
 Loading...
Loading...
