SK00011GB
12
REFORGING OF TOOLS
☛ATTENTION! Use safety glasses when doing this job.
When reforging of the tools becomes necessary, care should be taken that only that part of the tool that needs
reforging is heated. Moreover, it is important that the heat is increased slowly and that it is constantly watched,
otherwise heat cracks are likely to occur on hardened tools.
Forging temperature: 800
o
to 1000
o
(1470
o
to 1830
o
F) bright cherry - red to yellow
The tool should be forged within these limits and, if necessary, shoud be heated repeatedly. A temperature
below 800
o
C (1470
o
F) may cause tension cracks, where as when the temperature exceeds 1000
o
C (1830
o
F) the steel is overheated and spoilt. After forging, the tools should be quenched in an ash or sand box. Do not
harden the tools before they have cooled from the forging.
Hardening: Heat point or blade in direction of tool shank up to a cherry red colour (780
o
- 810
o
C) over the
shortest distance possible (approx. 30 - 40 mm), then quench in water with approx. 20
o
C while constantly
swinging tool around.
Tempering: Heat tool at shaft approx. 10 cm behind tip until point or blade reaches brown-red tempering col-
our:
Let tool cool off in air.
Polish one side of the tool‘s point or blade to be able to recognize tempering colour.
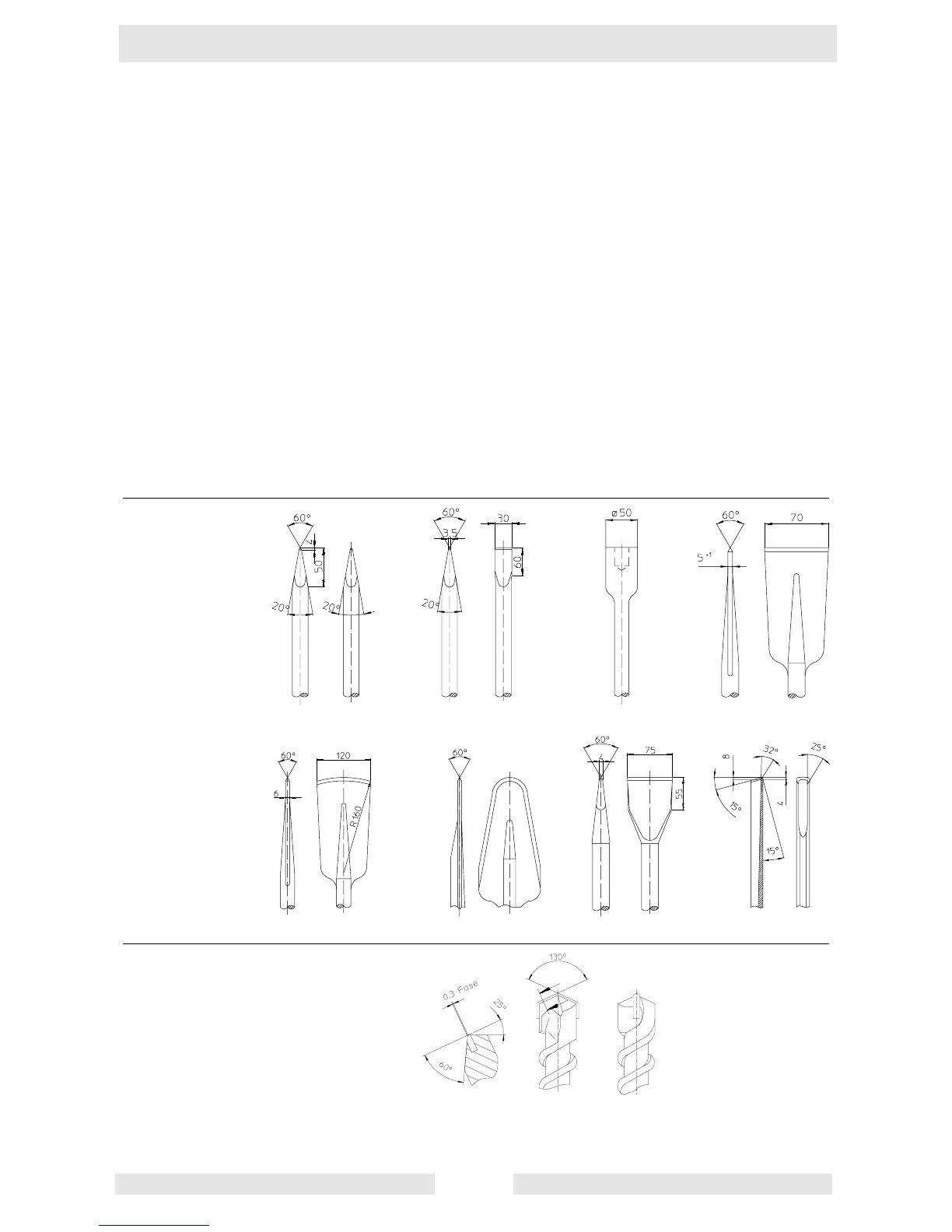
Grinding: Sharpen the insert tools on grinding wheels-favourably sandstone-under sufficient cooling water.
The edges should not be allowed to turn blue as the hardness of the tools will be affected. Take care to achieve
the proper cutting edge and pointed angle. The harder the material to be cut, the greater the angle should be.
Point chisel Flat chisel Blank Plaster chisel
Spade Pointed spade Asphalt cutter Gouge, cranked
Carbide-tipped twist drill
Tools with hardmetal bits may
only be sharpened on special
emerywheel machines for hard
metal
Tools made out of
tempering steel -
C70W2 - can be
forged, hardened and
ground
 Loading...
Loading...