20X 套结钉扣机(液晶按键 N) 操作及调试
6
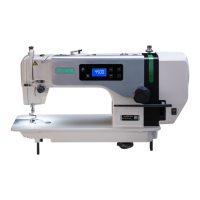
2) XY 电机原点校正
先按一次复位键 执行 XY 原点检索,屏幕上会
显示出 X 电机的原点传感器状态 A 和当前校正值 C,
以及 Y 电机的原点传感器状态 B 和当前校正值 D。
按项目选择键 和数据变更键
分别对 XY 电机进行单步移动,同时校正值也会随之
改变,观察压脚正中与机针针孔位置重合后,按准备
键 保存校正值并返回。如果修改后但不想保
存校正值,需要按返回键 或模式键 放
弃保存并返回。
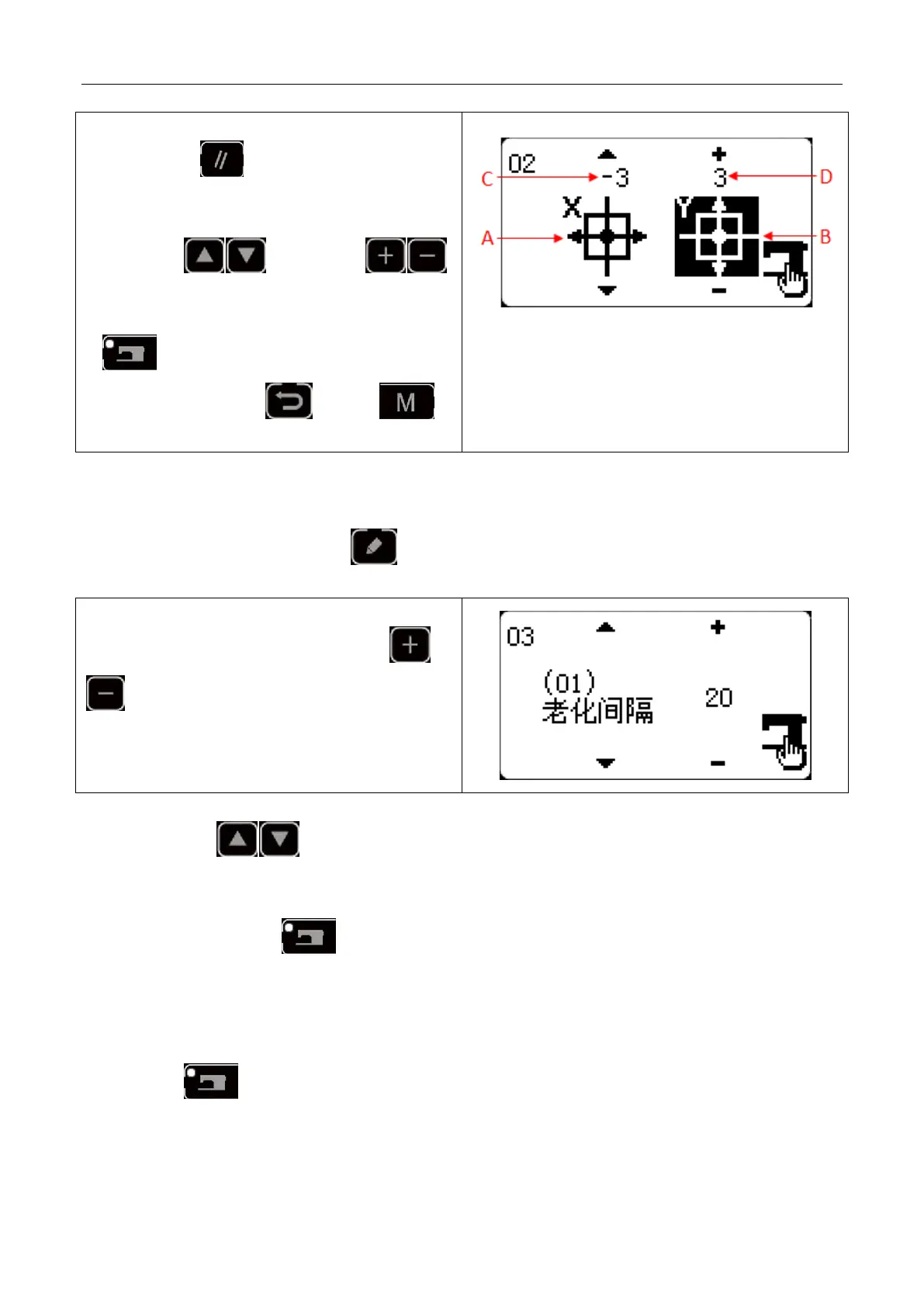
2.3.3 老化模式
在选中“03 老化模式”时,按编辑键 进入连续运转模式。在设定了连续运转条件后,启动连续运转
模式;如果要解除连续运转模式请关闭电源。
1) 间隔时间的设定
在显示“(01)老化间隔”时,按数据变更键
,设定两次运转的间隔时间。
从 0 至 9900ms 可以 100ms 为单位进行设定。(默认
值 2000ms )。
2) 缝制结束有无原点检索的设定。
按项目选择键 键切换到显示“(02) 原点检索”,设定缝制结束时有无原点检索。
OFF:无效( 默认值)
ON:有效(每次缝制结束后进行原点检索)
设定完成后,按准备键 保存设置,并进入普通缝制模式主界面。
3) 连续操作
在普通花样缝制模式下,用户可以设定花样号码、X、Y 缩放率、最高转速等条件然后开始缝制。缝制
结束之后,如果在第 2 步操作中设定有原点检索的话,则开始进行 X/Y 压脚、切线/抓线的各个马达的
原点检索;在经过设定的时间间隔后再次自动开始进行缝制;如果要中止连续缝制,请在缝纫停止时,
按准备键 停止。
若要终止继续缝制,请关闭电源。
 Loading...
Loading...