8-28
SET-UP AND SAFE OPERATING PROCEDURES
89210000
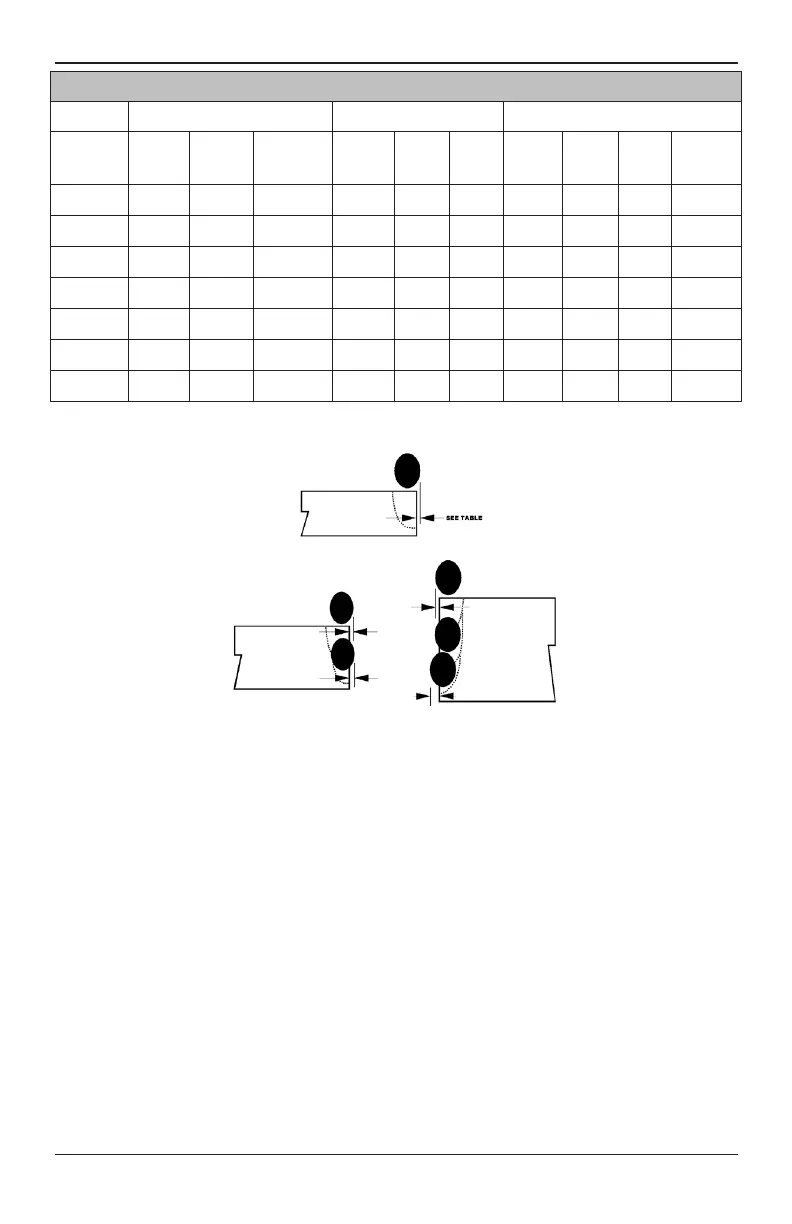
J-Groove Weld Preparation Data
Material Electrode / Torch Data Electrode Overhang Travel System Data
Size Size Angle Stickout
Pass
1
Pass
2
Pass
3
Pass
1
Pass
2
Pass
3
Overall
Speed
⁄” ⁄”
45 3” .063” 65 65
½” ⁄”
45 3” .063” 35 35
⁄” ⁄”
45 3” .063” 49.5 49.5 24.8
¾” ⁄”
45 3” .063” .063” 37 37 18.5
1”
⁄”
45 3” .125” .125” 40.1 40.1 20.1
1-½” ⁄”
45 3” .063” .063” .063” 46.7 46.7 46.7 15.6
2”
⁄”
45 3” .125” .125” .125” 28.1 28.1 28.1 9.4
TABLE 6 - J-GROOVE WELD PREPARATION DATA SHEET
FIGURE 10 - ELECTRODE OVERHANG
See Table 6 for recommended electrode overhang in a J-groove weld preparation.
Figure 11 shows a second way to prepare a J-groove weld preparation on material over 2”
(5.08 cm.
The following information is based on preparing a J-groove weld preparation on 3” (7.62 cm)
material.
Uses of the N6000 System