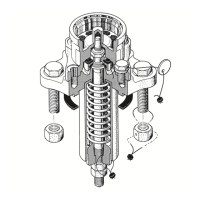
Assembly Procedure
1. With the valve body on its side, insert the stem into the body from the top.
2. Place the valve in the press ensuring the spring is seated in the body and the stem is aligned.
Install the spring and spring follower then position the yoke, and compress the spring enough to
apply the adjustment nut. With the nut fully engaged, further compress the spring and tighten
the nut to the previously recorded dimension from the nut to the end of stem.
3. Release the press and move the valve to the workbench.
4. Install the O-rings in the O-ring grooves of the O-ring retainer taking care not to tear, stretch
or otherwise damage the O-rings. Sharp tools should never be used for this operation.
5. Place the retainer with the O-rings on the stem.
6. Install the bumper washer on the retainer.
7. Install the locknut on the stem with a wrench applied to the hex on the retainer and screw that
one to the nut. Torque to 30 ±5 ft-lbs
8. Place the top guide over the studs and secure with the 4 nuts. Torque to 30 ± 5 ft-lbs.
9. Move the valve to the test stand.
10. After testing is complete, install the stem locknut and, using two wrenches, tighten to
30 ±5 ft-lbs.
11. Install new seal wires, item #9.
Guidelines for Testing and Adjustment
Determining Applicable Pressure Values
The ARI 1108 safety relief valve is designed to operate at 75 psig. The start-to-discharge pressure (STD)
must be 75 psig +/- 3 psig and vapor-tight at 60 psig minimum.
The ARI HP1108 safety relief valve is designed to operate in a range from 225 psig to 330 psig.
The start-to-discharge pressures (STD) are as follows:
Test Stand and Gauge Requirements
The test stand must have a mounting that complies with AAR M-1002, Section C-III, Appendix E, Figure
E21 A. Test stand pressure gauge must meet the requirements of AAR M-1002, Section C-III, Appendix
D section 4.5, Test Gauge Standards. Gauges must be date tagged.
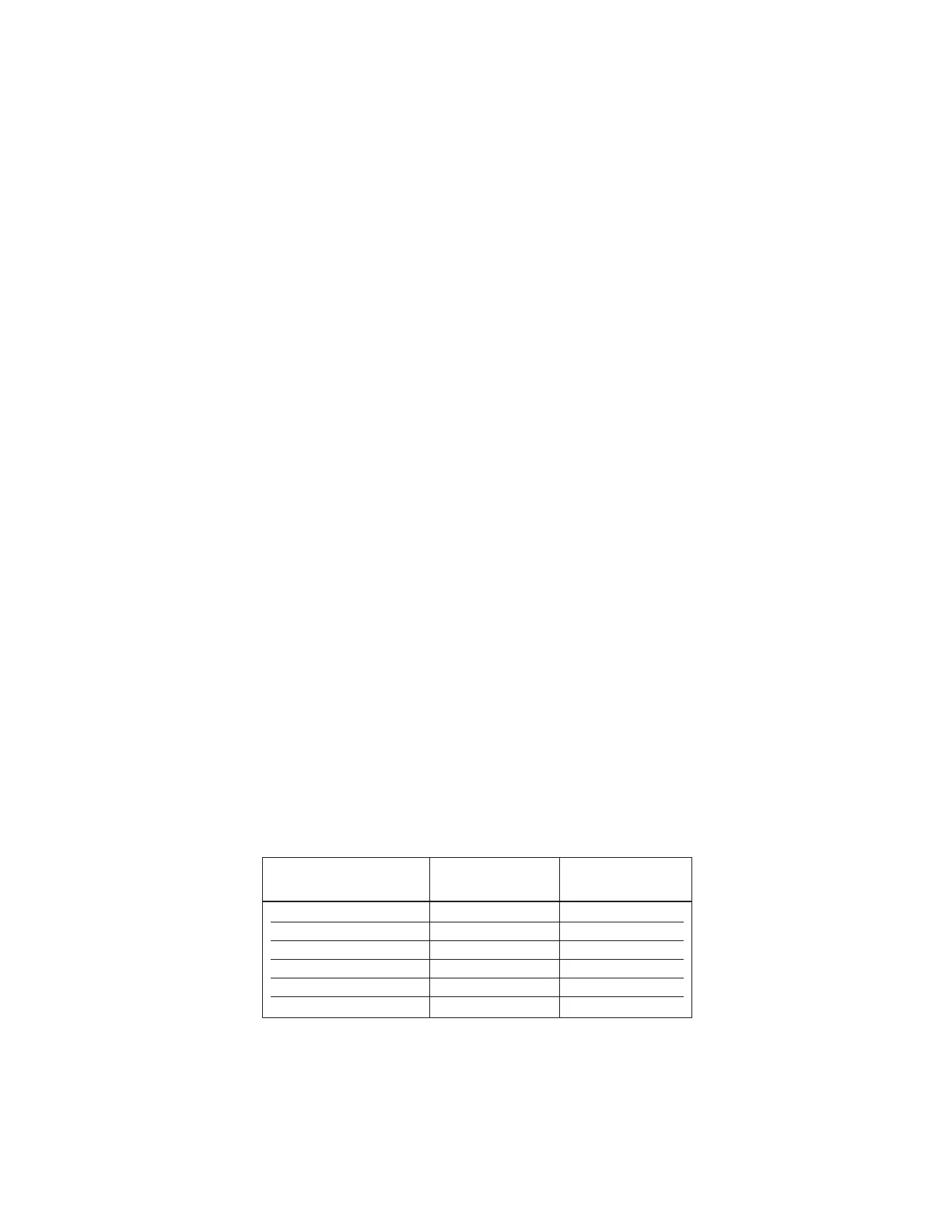
Start-to-Discharge Tolerance Vapor-Tight
Pressure (psig) (psig) Pressure (psig)
225 6.75 180
247.5 7.4 196
255 7.7 204
280.5 8.4 224
300 9.0 240
330 10.0 264
American Railcar Industries, Inc.