18
E-Handschweißen
Achtung! Vor Erstinbetriebnahme das Kapitel „Sicher-
heitsvorschriften“ sowie „Stromquelle in Betrieb neh-
men“ lesen.
- Netzstecker ausstecken
- Netzschalter in Stellung "O" schalten
- MIG/MAG Schweißbrenner abmontieren
- Schweißkabel je nach Elektrodentype in Strombuchse ein-
stecken und durch Drehen nach rechts verriegeln
- Netzstecker einstecken
Achtung! Sobald der Netzschalter in Stellung "I"
geschaltet ist, ist die Stabelektrode spannungsführend.
Beachten Sie, daß die Stabelektrode zu diesem Zeit-
punkt keine elektrisch leitenden oder geerdeten Teile
wie z.B. Werkstück, Gehäuse, etc. berührt.
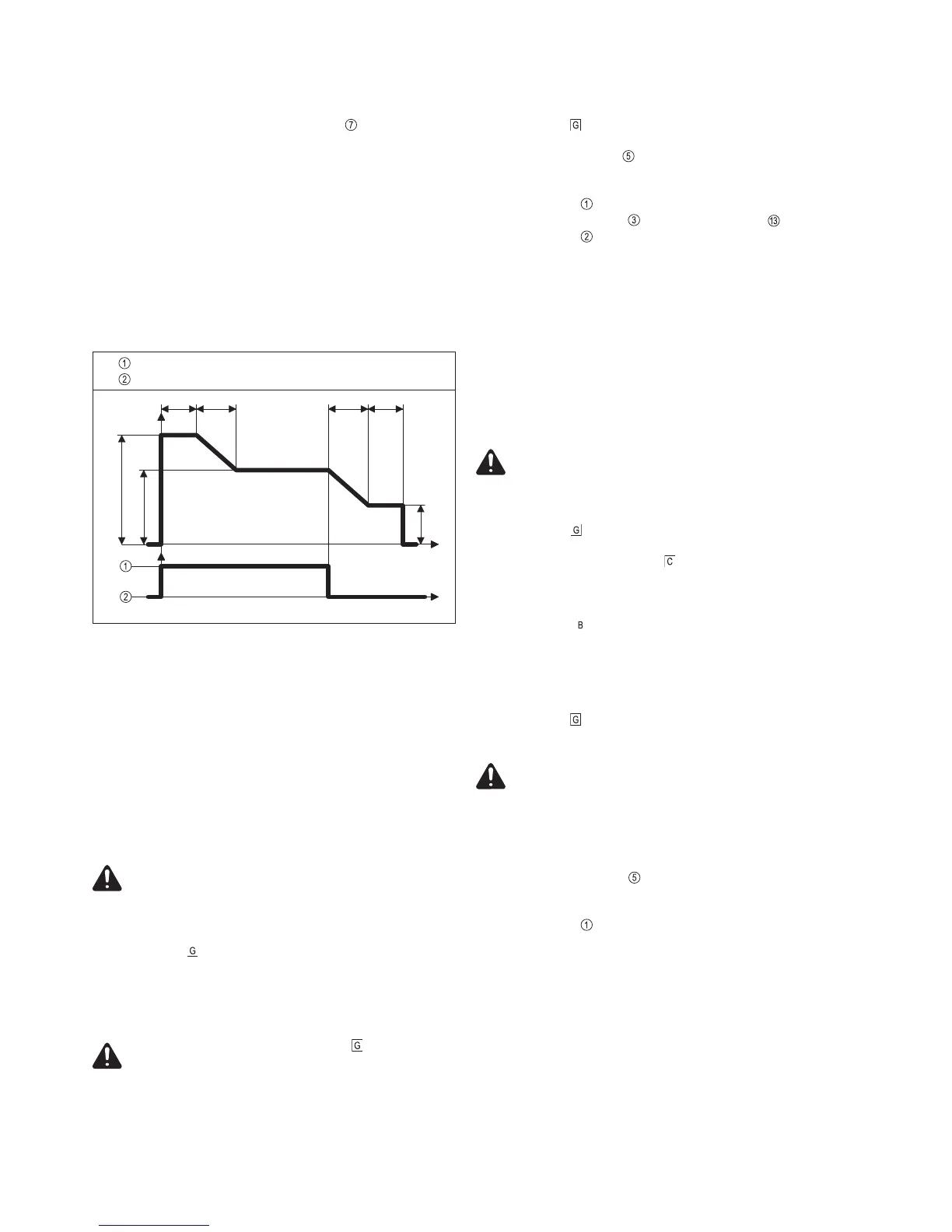
Abb.9 Funktionsweise Sonder-2-Takt Betrieb
Legende:
- I-S ... Startstrom
- SL ... Slope
- I-E ... Endstrom
- t-S ... Startstromdauer
- t-E ... Endstromdauer
I-S
Schweißstrom
I-E
SL SLt-S t-E
t
I
... Signalpegel Start
... Signalpegel Stopp
t
- Mit Taster Schweißbrenner-Betriebsart „2-Takt-Betrieb“
auswählen
Hinweis! Die Angaben über Einstellung, Einstellbereich und
Maßeinheiten der verfügbaren Parameter dem Kapitel „Setup-
Menü“ entnehmen. Die Parameter für die Betriebsart „Sonder-
2-Takt Betrieb für Automateninterface“ können im „Setup-
Menü“ (Parameter Betriebsart „2-Takt-Betrieb für
Automateninterface“) nur angewählt werden, wenn an der
Anschlußbuchse Fernbedienung ein Automateninterface an-
geschlossen ist.
In nachfolgend dargestellter Grafik ist die Funktionsweise des
Sonder-2-Takt Betriebes ersichtlich:
- Netzschalter in Stellung "I" schalten (sämtliche Anzeigen
am Bedienpanel leuchten kurz auf)
- Mit Taster Verfahren das Verfahren E-Handschweißen
anwählen - Schweißspannung wird mit einer Verzögerung
von 3 sec. auf die Schweißbuchse geschaltet.
- Mit Einstellrad gewünschte Stromstärke einstellen
- Taster Parameterwahl
drücken bis Anzeige leuchtet
- Mit Einstellrad
gewünschte Dynamik einstellen
- Schweißvorgang einleiten
Um ein optimales Schweißergebnis zu erzielen, sind in man-
chen Fällen die Hintergrundparameter Hotstromzeit und / oder
Hotstartstrom zu korrigieren.
WIG-Schweißen
Achtung! Vor Erstinbetriebnahme das Kapitel „Sicher-
heitsvorschriften“ sowie „Stromquelle in Betrieb neh-
men“ lesen.
- Netzstecker ausstecken
- Netzschalter in Stellung "O" schalten
- MIG/MAG Schweißbrenner abmontieren
- Massekabel in Strombuchse einstecken und verriegeln
- Mit anderem Ende des Massekabel Verbindung zum Werk-
stück herstellen
- Schweißkabel des WIG-Gasschiebeschweißbrenners in
Strombuchse einstecken und durch Drehen nach rechts
verriegeln
- Druckminderer an der Argon-Schutzgasflasche aufschrau-
ben und festziehen
- Gasschlauch mit Druckminderer verbinden
- Netzstecker einstecken
- Netzschalter in Stellung "I" schalten (sämtliche Anzeigen
am Bedienpanel leuchten kurz auf)
Achtung! Sobald das Verfahren WIG-Schweißen ange-
wählt ist, ist die Wolframelektrode des WIG-Schweiß-
brenners spannungsführend. Beachten Sie, daß die Wolf-
ramelektrode zu diesem Zeitpunkt keine elektrisch
leitenden oder geerdeten Teile wie z.B. Werkstück, Ge-
häuse, etc. berührt.
- Mit Taster Verfahren das Verfahren WIG-Schweißen
anwählen - Schweißspannung wird mit einer Verzögerung
von 3 sec. auf die Schweißbuchse geschaltet.
- Mit Einstellrad gewünschte Stromstärke einstellen
- Gassperrventil am WIG-Gasschiebebrenner öffnen und am
Druckminderer gewünschte Schutzgasmenge einstellen
- Schweißvorgang einleiten
Hinweis! Die Zündung des Lichtbogens erfolgt durch Werk-
stückberührung der Wolframelektrode. Zum Beenden des
Schweißvorganges WIG-Gasschiebeschweißbrenner vom
Werkstück abheben, bis Lichtbogen erlischt.