45
MIG/MAG welding
Caution! Before starting up for the first time read the
sections headed “Safety rules” and “Starting to use the
power source”.
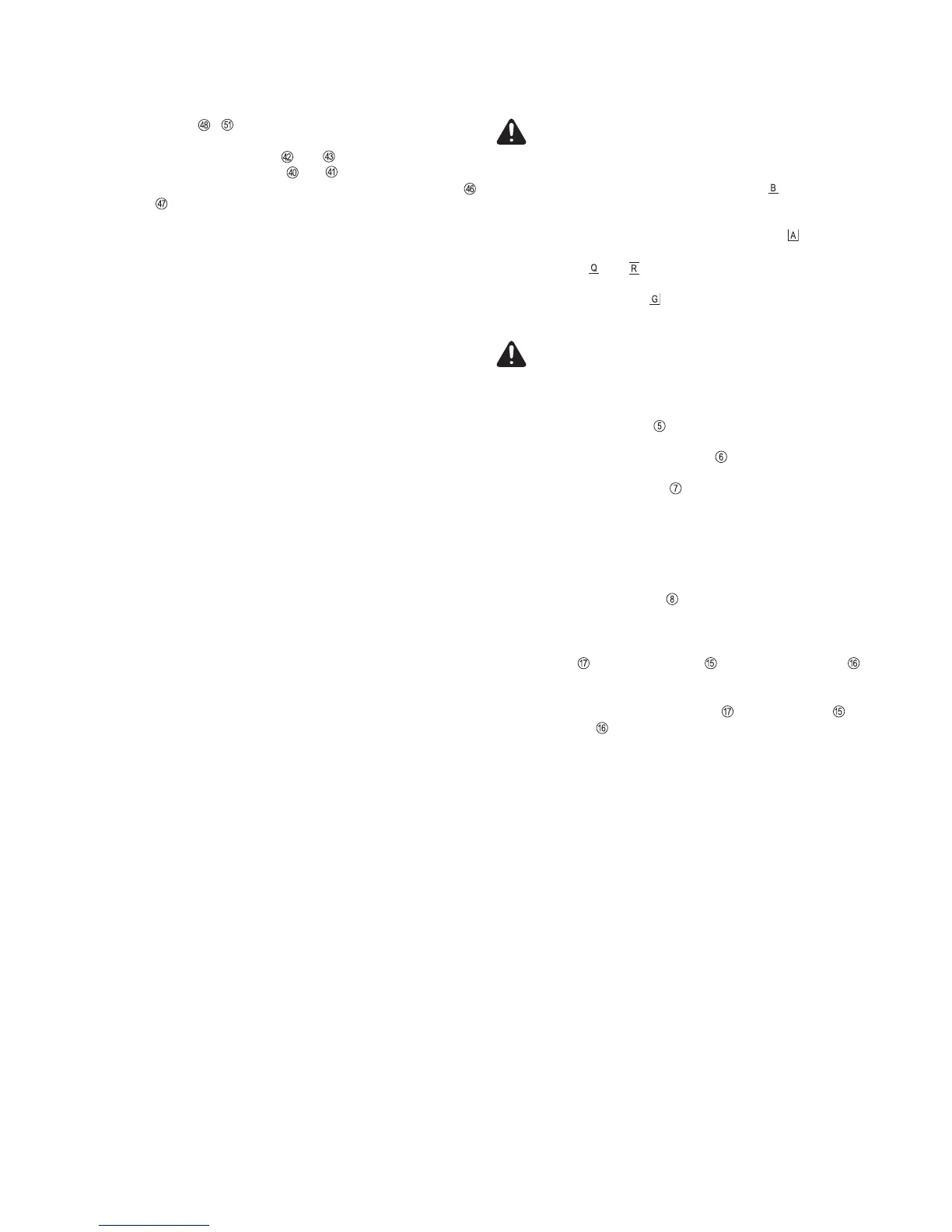
- Plug the earth cable into the current socket
and latch it in
firmly.
- Connect the other end of the earth cable to the workpiece
- Plug the torch into the central torch connector
- Attach the water hoses of the welding torch to the plug-type
connections and
- Plug the machine into the mains
- Shift the mains switch into the "I" position (all the indic-
ators on the control panel briefly light up)
Caution! On water-cooled machines, the water-flow
must be checked at regular intervals while the machine
is in operation - you must be able to see that the coolant
is flowing back properly.
- Use the Process button to select the "MIG/MAG welding"
process
- Use the MIG/MAG mode button to select the desired
operating mode
- Use the torch mode button to select the desired operating
mode
N.B.! For details of how to set the parameters for the "Alumini-
um welding start-up" and "Spot welding" torch operating mo-
des, please see the section headed "The set-up menu".
- Use the Program button to select the desired welding
program ("characteristic") according to the table of the pro-
grams
- Specify the required welding power, via either the sheet
thickness
, welding current or wirefeed speed
parameter
N.B.! The parameters sheet thickness
, welding current or
wirefeed speed
are directly interlinked. It is sufficient to
change just one of the four parameters, as the other three
parameters are always automatically adjusted to match.
N.B.! (Applies to the "Spot welding" torch operating mode: If no
current-flow starts up within 2 seconds, the machine switches
itself off. This means that when you try again, you must press
the torch trigger again.
- Open the gas-cylinder valve
- Set the gas-flow rate
- Press the torch trigger and start welding
In order to achieve an optimum welding result, it is necessary
in some cases to make corrections to the arc-length correction
and droplet-detachment / arc-force correction parameters as
well as to the background parameters gas pre and post-flow and
/ or soft-start.
- Push axles
- back in again - the anti-twist lock of each
axle must latch into place
- Push the pressure levers and downwards
- Pivot the clamping devices and into the vertical position
- Set the contact pressure by means of the clamping nuts
and
- Close the wire-spool cover or side panel