68
Modes de service de la torche
Remarque ! Vous trouverez les données concernant le régla-
ge, le domaine de réglage et les unités de mesure des pa-
ramètres disponibles au chapitre « Le menu Setup ».
Fonctionnement à 2 temps
Le fonctionnement à 2 temps est approprié pour
- pointage
- cordons de soudage courts
- soudage automatique et robot
Fonctionnement à 4 temps
Le fonctionnement à 4 temps est approprié pour des cordons de
soudage plus longs.
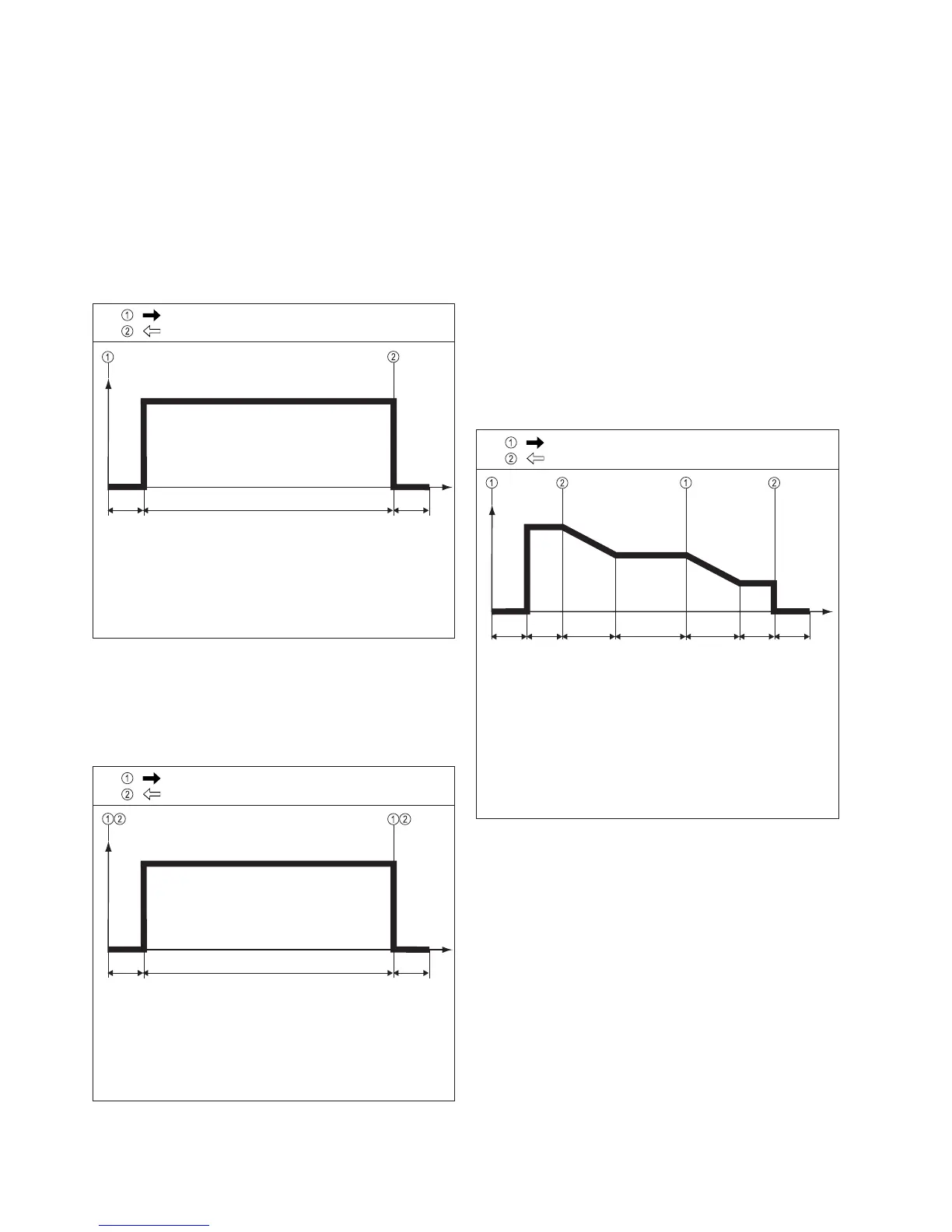
Mode 4 temps aluminium
Le mode de service « Mode 4 temps aluminium » est conçu en
particulier pour souder les matériaux en aluminium. Prenant en
considération la forte conductivité thermique de l’aluminium, le
courant de soudage suit une progression spécifique :
- Courant de démarrage (I-S) : Pour réchauffer rapidement
le matériel de base bien que la dissipation thermique soit
élevée au début du soudage
- Slope (SL) : Baisse continue du courant de démarrage
jusqu’au courant de soudage
- Courant de soudage : Pour avoir une température constan-
te dans le matériel de base chauffé par la chaleur directe
- Slope (SL) : Baisse continue du courant de soudage jusqu’au
courant final
- Courant final (I-E) : Pour éviter que le matériel de base ne
surchauffe localement par accumulation de chaleur à la fin
du soudage. Cela empêche que la soudure ne tombe.
Fig. 7c Mode 4 temps aluminium
Appuyer sur la gâchette du pistolet et la maintenir appuyée
Lâcher la gâchette du pistolet
Fig.7a Fonctionnement à 2 temps
Appuyer sur la gâchette du pistolet et la maintenir appuyée
Lâcher la gâchette du pistolet
I
t
Appuyer sur la gâchette du pistolet
Lâcher la gâchette du pistolet
Phase de courant de
soudage
Temps de prédébit
de gaz (GPr)
Temps de postdébit
de gaz (GPo)
Fig.7b Fonctionnement à 4 temps
I
t
Phase de courant de
soudage
Temps de prédébit
de gaz (GPr)
Temps de postdébit
de gaz (GPo)
I
t
Phase de courant de soudage
Temps de prédébit de gaz (GPr)
Temps de postdébit de gaz (GPo)
Phase de courant de démarrage (I-S)
Slope (SL)
Phase deCourant final (I-E)
Slope (SL)