21
Den Kabelschuh des Massekabels im
Spuleneinbauraum an den Pluspol anschließen und
den Kabelschuh des aus der Trennwand austretenden
Kabels an den Minuspol anschließen.
Die Klemme des Massekabels an das Werkstück
anschließen.
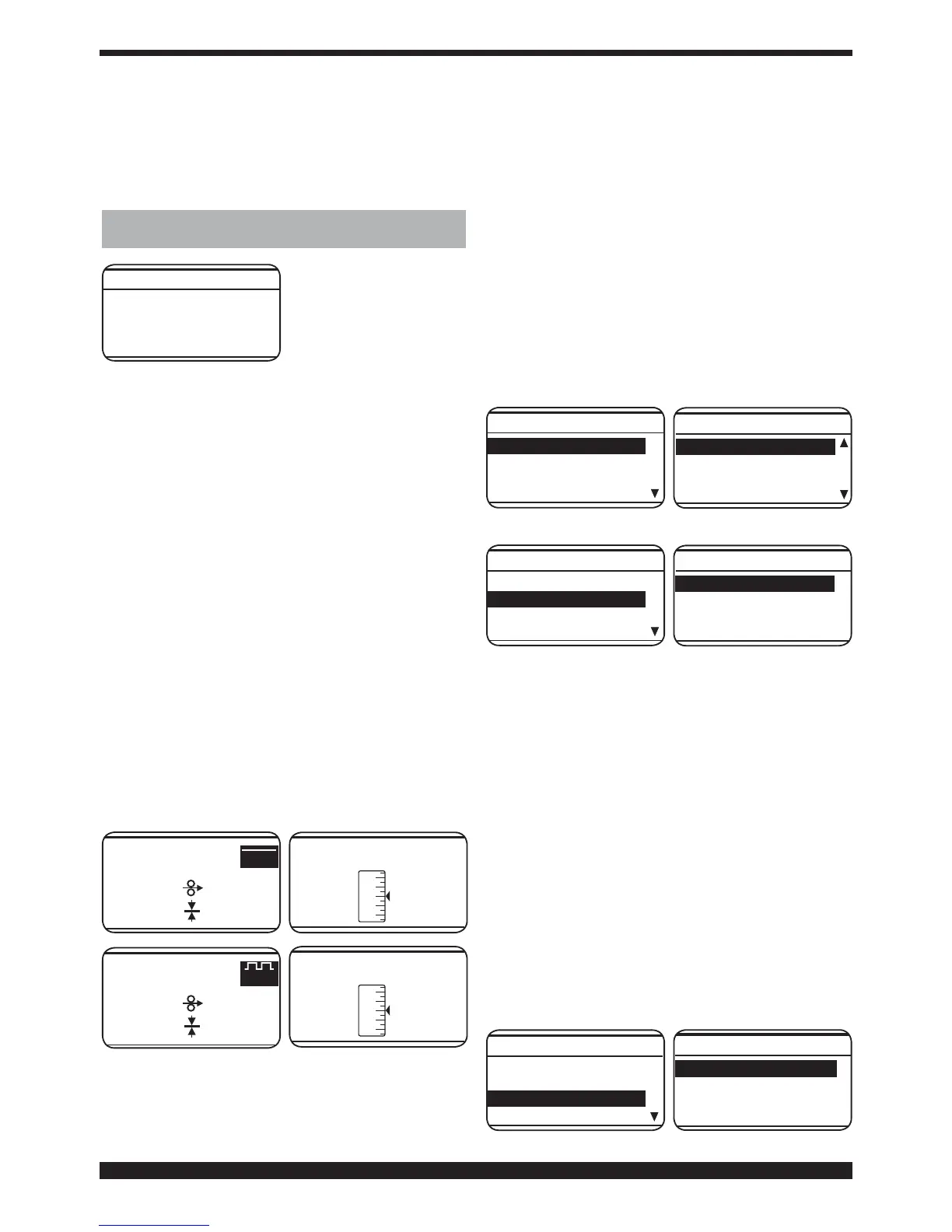
7 BESCHREIBUNG DER AUF DEM DISPLAY A AN
GEZEIGTEN FUNKTIONEN.
Machine 305
Version 001
Build Mar 23 2016
Table 001
Information
Beim Einschalten der
Maschine zeigt das Display
A für einige Sekunden
Folgendes an:
Artikelnummer der
Maschine, Version und
Erstellungsdatum der Software und die Versionsnummer
derSynergiekurven(DieseInformationenndensichauch
in Abschnitt 7.1 DIENSTFUNKTIONEN).
Unmittelbar nach dem Einschalten zeigt das Display A:
Die verwendete Synergiekurve; die Betriebsart 2T,
4T bzw 3L; die Funktion SPOT, falls aktiviert; die
Buchstaben "PP", wenn der Push-Pull-Brenner
verwendet wird; das Schweißverfahren "SHORT" bzw.
"PULSED"; der Schweißstrom; die Geschwindigkeit in
m/min des Schweißdrahts; die Schweißspannung und
die empfohlene Dicke.
Die Werte der Schweißparameter können mit dem B
herauf- und herabgesetzt werden; die Werte ändern sich
synergisch miteinander.
Zum Ändern der Schweißspannung V den Regler B kürzer
als 2 Sekunden niederdrücken. Auf dem Display erscheint
ein Einstellbalken (Arc Length oder Lichtbogenlänge)
mit dem Wert 0 in der Mitte. Man kann den Wert mit
dem Regler B im Bereich von -9,9 bis 9,9 ändern. Zum
Verlassen der Funktion muss man erneut den Regler B
kurz drücken.
Wird der Wert geändert, erscheint nach dem Verlassen
des Untermenüs neben der Spannung V ein Pfeil, der
nach oben zeigt, wenn die Korrektur größer als der
voreingestellte Wert ist, und der nach unten zeigt, wenn
die Korrektur kleiner ist.
Fe 0.8mm Ar 18 2CO
2T
5.7m/m
100A
1.4mm16.8 V
MIG
Fe 0.8mm Ar 18 2CO
2T
7.0m/m
100A
2.4mm21.9 V
MIG
7.1 AUF DEM DISPLAY A ANGEZEIGTE DIENST-
FUNKTIONEN (PROCESS PARAMS).
Zum Zugreifen auf diese Funktionen muss man den Regler
B mindestens 2 Sekunden niederdrücken, während der
Hauptbildschirm angezeigt wird.
Zum Aufrufen der Funktion muss man sie mit dem Regler
B markieren und den Regler dann kürzer als 2 Sekunden
niederdrücken. Für die Rückkehr zum Hauptbildschirm
muss man den Regler B mindestens 2 Sekunden
niederdrücken.
Die folgenden Funktionen können gewählt werden:
• Synergiekurve (Wire Selection).
Mit dem Regler B die gewünschte Synergiekurve auf
dem Display A markieren und dann den Regler B kürzer
als 2 Sekunden niederdrücken.
Nach dem Drücken des Reglers B erscheint wieder
der vorherige Bildschirm (PROCESS PARAMS).
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Fe 0.8mm Ar 18 2CO
Fe 0.8mm 2CO
Fe 0.9mm Ar 18 2CO
Fe 0.9mm 2CO
Wire selection
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Mit dem Regler B das Schweißverfahren Short oder
Pulsed wählen und dann den Regler zum Bestätigen
mindestens 2 Sekunden gedrückt halten.
Short steht für das Schweißverfahren Synergetisches
Kurzlichtbogenschweißen.
Pulsed steht für das Schweißverfahren Synergetisches
Impulsschweißen.
• Schweißmodus (Start Mode).
Den gewünschten Schweißmodus 2T, 4T oder 3Lmit
dem Regler B markieren und dann den Regler B
kürzer als 2 Sekunden niederdrücken, um die Wahl zu
bestätigen. Nach diesem Vorgang erscheint wieder der
vorherige Bildschirm (PROCESS PARAMS).
Modus 2T: Der Schweißvorgang startet, wenn der
Brennertaster gedrückt wird, und wird unterbrochen,
wenn der Brennertaster wieder gelöst wird.
Modus 4T: Zum Starten des Schweißvorgangs den
Brennertaster drücken und wieder lösen; zum Beenden
des Schweißvorgangs den Brennertaster erneut kurz
drücken.
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params