22
Modus 3L, besonders empfehlenswert zum Schweißen
von Aluminium.
Mit dem Brennertaster können 3 Ströme zum Schweißen
abgerufen werden. Stromwerte und Übergangszeit
sind wie folgt eingestellt:
Start Curr (Anfangsstrom): Einstellbereich 10 bis 200%
des eingestellten Schweißstroms.
Slope time (Übergangszeit): Einstellbereich 0,1 bis 10 s.
Dies ist die Übergangszeit zwischen dem Anfangsstrom
(Start Curr) und dem Schweißstrom und zwischen
dem Schweißstrom und dem Kraterfüllstrom (Crater
Curr). Einstellbereich 10 bis 200% des eingestellten
Schweißstroms.
Der Schweißprozess beginnt bei Betätigung des
Brennertasters. Es wird der Strom Start Curr
abgerufen. Dieser Stromwert wird beibehalten, solange
der Brennertaster gedrückt gehalten wird. Beim
Lösen des Brennertasters wird vom Anfangsstrom
zum Schweißstrom übergegangen, der beibehalten
wird, bis der Brennertaster erneut gedrückt wird.
Bei der nächsten Betätigung des Brennertasters
wird vom Schweißstrom zum Kraterfüllstrom (Crater
Curr) übergegangen, der beibehalten wird, bis der
Brennertaster wieder gelöst wird.
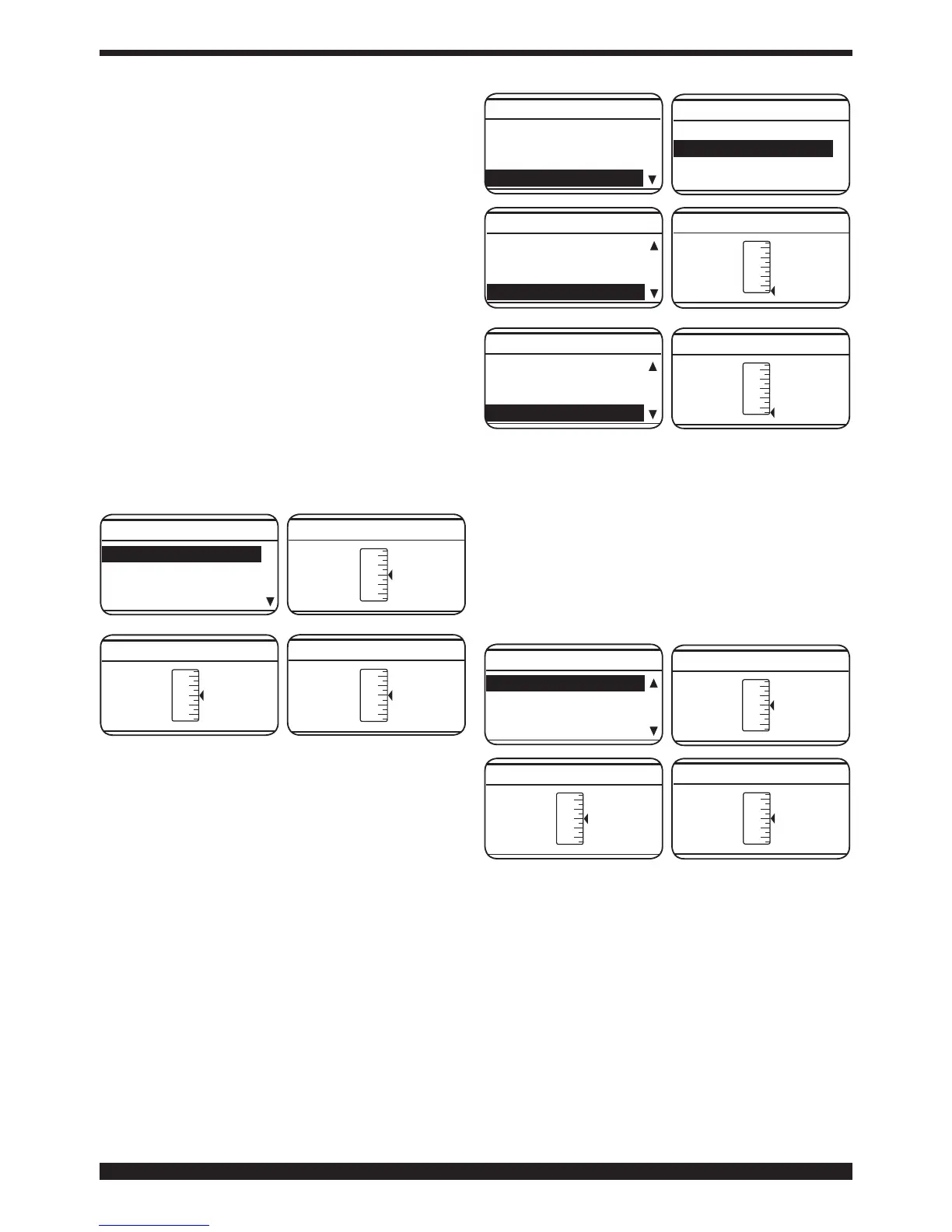
Start Mode 3L
Start Curr 135%
Slope Time 0,55
Crater Curr 60%
Process Params
• Punkt- und Intervallschweißzeit (Spot).
Diese Funktion ist gesperrt, wenn die Funktion 3L
aktiviert ist. Wählt man Spot ON, erscheint auf dem
Display die Funktion Spot Time; wenn man sie
markiert, kann man die Zeit mit dem Einstellbalken im
Bereich von 0,3 bis 25 Sekunden einstellen. Neben
dieser Funktion erscheint auf dem Display auch die
Funktion Pause Time; wenn man sie markiert, kann
man mit dem Einstellbalken die Pausenzeit zwischen
zwei Schweißpunkten oder -abschnitten im Bereich
von 0 (OFF) bis 5 Sekunden einstellen.
Zum Aufrufen der Funktionen Spot Time und Pause
Time muss man den Regler B kürzer als 2 Sekunden
niederdrücken. Die Einstellung erfolgt stets mit dem
Regler B. Zum Bestätigen den Regler kürzer als 2
Sekunden niederdrücken. Nach der Bestätigung der
Wahl erscheint wieder der Bildschirm (PROCESS
PARAMS).
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Process SHORT
Start Mode 2T
Spot ON
Spot Time 1.0s
Process Params
Start Mode 2T
Spot ON
Spot Time 1.0s
Pause Time OFF
Process Params
• HSA (automatischer Hot-Start).
Diese Funktion ist gesperrt, wenn die Funktion
3L aktiviert ist. Nachdem die Funktion aktiviert
wurde, kann man den Anfangsstrom (Start Curr)
im Bereich von 10 bis 200% des Schweißstroms
einstellen (Fabrikeinstellung 130%). Die Dauer dieses
Stroms (S.C. Time) kann im Bereich von 0,1 bis 10 s
eingestellt werden (Fabrikeinstellung 0,5 s). Auch die
Übergangszeit (Slope Time) zwischen Anfangsstrom
(Start Curr) und Schweißstrom kann im Bereich von
0,1 bis 10 s eingestellt werden (Fabrikeinstellung 0,5 s).
HSA ON
Start Curr. 135%
0,5sS.C. Time
Slope Time 0,5s
Process Params
• CRA (Crater ller - abschließendes Kraterfüllen).
Diese Funktion ist gesperrt, wenn die Funktion 3L
aktiviert ist. Verfügbar beim Schweißen 2T und 4T
sowie in Verbindung mit der Funktion HSA.
Wenn die Funktion aktiviert wurde, kann man
die Übergangszeit (Slope Time) zwischen dem
Schweißstrom und dem Kraterfüllstrom (Crater Curr.)
im Bereich von 0,1 bis a 10 s einstellen (Fabrikeinstellung
0,5 s).
Der Kraterfüllstrom (Crater Curr.) kann im Bereich von
10 bis 200% des Schweißstroms eingestellt werden
(Fabrikeinstellung 60%).
Die Dauer des Kraterfüllstroms (C.C. Time) kann
im Bereich von 0,1 bis 10 s eingestellt werden
(Fabrikeinstellung 0,5 s).