6
7 DESCRIZIONE FUNZIONI VISUALIZZATE SUL
DISPLAY A.
Machine 305
Version 001
Build Mar 23 2016
Table 001
Information
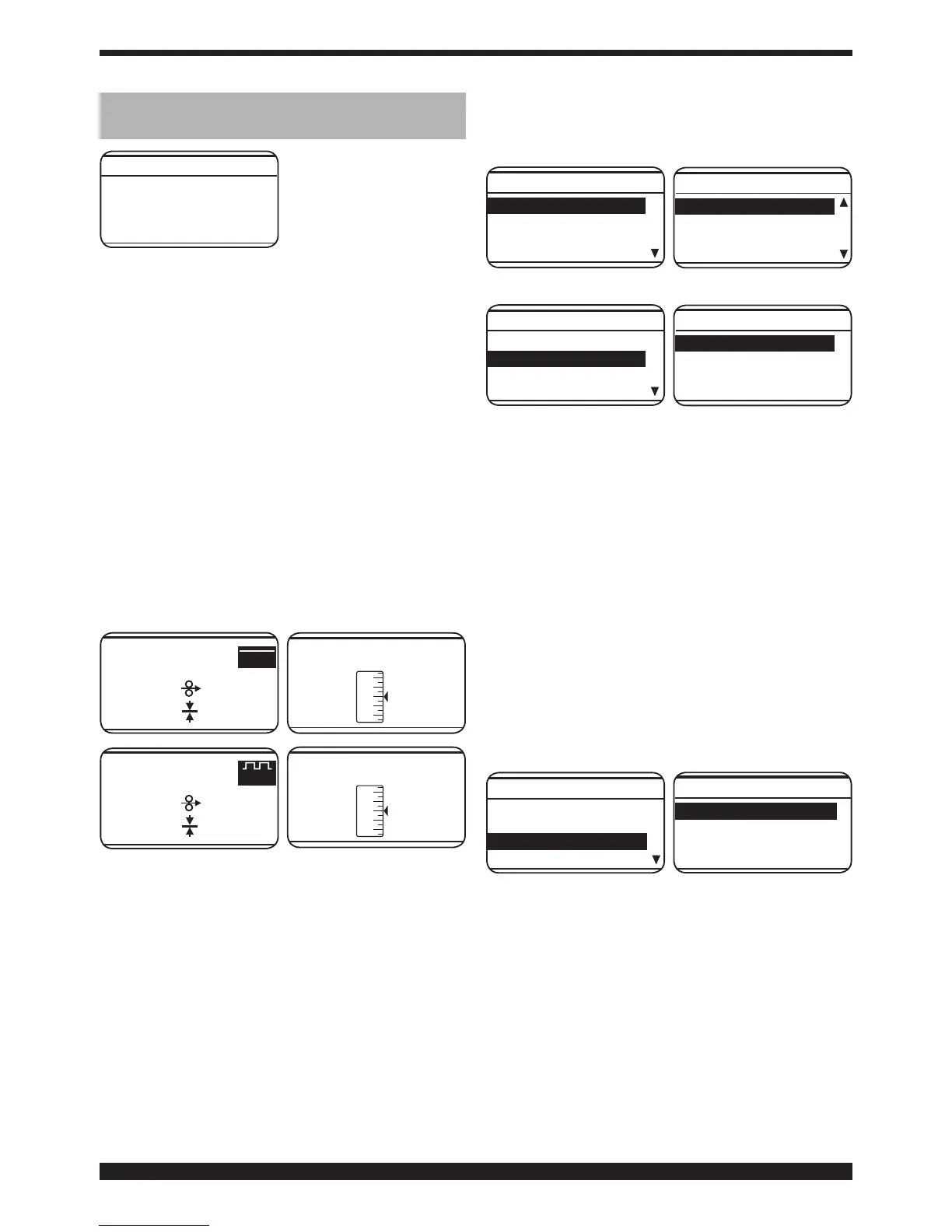
All’accensione della macchina
il display A per qualche istante
visualizza: il numero di artico-
lo della macchina, la versione,
la data di sviluppo del softwa-
re, e il numero di release delle
curve sinergiche (questa informazione viene riportata anche
all'interno del capitolo 7.1 FUNZIONI DI SERVIZIO).
Subito dopo l’accensione il display A visualizza:
La curva sinergica utilizzata, il modo di saldatura 2T, 4T o
3L, la funzione SPOT se attivata, il processo di saldatura
"SHORT o PULSATO", la corrente di saldatura, la velo-
citàinmetrialminutodellodisaldatura,latensionedi
saldatura e lo spessore consigliato.
Per aumentare o diminuire i parametri di saldatura è suf-
cienteregolaretramitelamanopolaB, i valori cambiano
tutti assieme, in modo sinergico.
PermodicarelatensionedisaldaturaVèsufcientepre-
mere per meno di 2 secondi la manopola B, sul display
compare (Arc Length o lunghezza d’arco) una barra di
regolazioneconlo0centrale,ilvalorepuòesseremodi-
cato tramite la manopola B da -9,9 a 9,9 per uscire dalla
funzione premere brevemente la manopola B.
Modicandoilvalore,unavoltauscitidalsottomenù,di
ancoallatensioneV, comparirà una freccia che se rivol-
ta verso l’alto indicherà una correzione maggiore del va-
lore preimpostato mentre la freccia rivolta verso il basso
indicherà una correzione minore.
Fe 0.8mm Ar 18 2CO
2T
5.7m/m
100A
1.4mm16.8 V
MIG
Fe 0.8mm Ar 18 2CO
2T
7.0m/m
100A
2.4mm21.9 V
MIG
7.1 FUNZIONI DI SERVIZIO (PROCESS PARAMS)
VISUALIZZATE SUL DISPLAY A.
Per accedere a queste funzioni bisogna partire dalla
schermata principale e premere per almeno 2 secondi la
manopola B.
Perentraredentrolafunzioneèsufcienteselezionarla
con la manopola B e premere la stessa per meno di 2
secondi. Per ritornare alla schermata principale premere
per almeno 2 secondi la manopola B.
Le funzioni selezionabili sono:
• Curva sinergica (Wire Selection).
Per scegliere la curva sinergica, è necessario, tramite
la manopola B, selezionare e premere sulla curva pro-
posta dal display A,èsufcienteselezionarelacurva
che ci interessa e confermare la scelta premendo per
meno di 2 secondi sulla manopola B.
Dopo aver premuto la manopola B si ritorna alla scher-
mata precedente (PROCESS PARAMS).
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Fe 0.8mm Ar 18 2CO
Fe 0.8mm 2CO
Fe 0.9mm Ar 18 2CO
Fe 0.9mm 2CO
Wire selection
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Per scegliere o confermare il tipo di saldatura, è ne-
cessario, tramite la manopola B, selezionare e preme-
re, per almeno 2 secondi su Short o Pulsed.
Shortidenticacheiltipodisaldaturasceltoèshort
sinergico.
Pulsedidenticacheiltipodisaldaturasceltoèpulsa-
to sinergico.
• Modo di saldatura (Start Mode).
Per scegliere il modo di inizio saldatura 2T, 4T o 3L se-
lezionare tramite la manopola B uno dei 2 modi e pre-
mere la manopola B per meno di 2 secondi per con-
fermare la scelta, questa operazione ci riporta sempre
alla schermata precedente (PROCESS PARAMS).
Modo 2T, la macchina inizia a saldare quando si pre-
me il pulsante della torcia e si interrompe quando lo si
rilascia.
Modo 4T, per iniziare la saldatura premere e rilasciare
il pulsante torcia, per terminare la saldatura premere e
rilasciare nuovamente.
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Modo 3L, particolarmente consigliato per la saldatura
dell’alluminio.
Tramite il pulsante della torcia sono disponibili 3 cor-
renti richiamabili in saldatura. L’impostazione delle
correnti e del tempo di slope è la seguente:
Start Curr corrente di partenza, possibilità di regola-
zione dal 10 al 200% della corrente impostata di salda-
tura.
Slope time, possibilità di regolazione da 0,1 a 10 se-
condi.Denisceiltempodiraccordotralacorrentedi
partenza (Start Curr) e la corrente di saldatura e tra la
correntedisaldaturaelacorrentedicraterllerori-
empimentodelcrateredinesaldatura(Crater Curr).