5
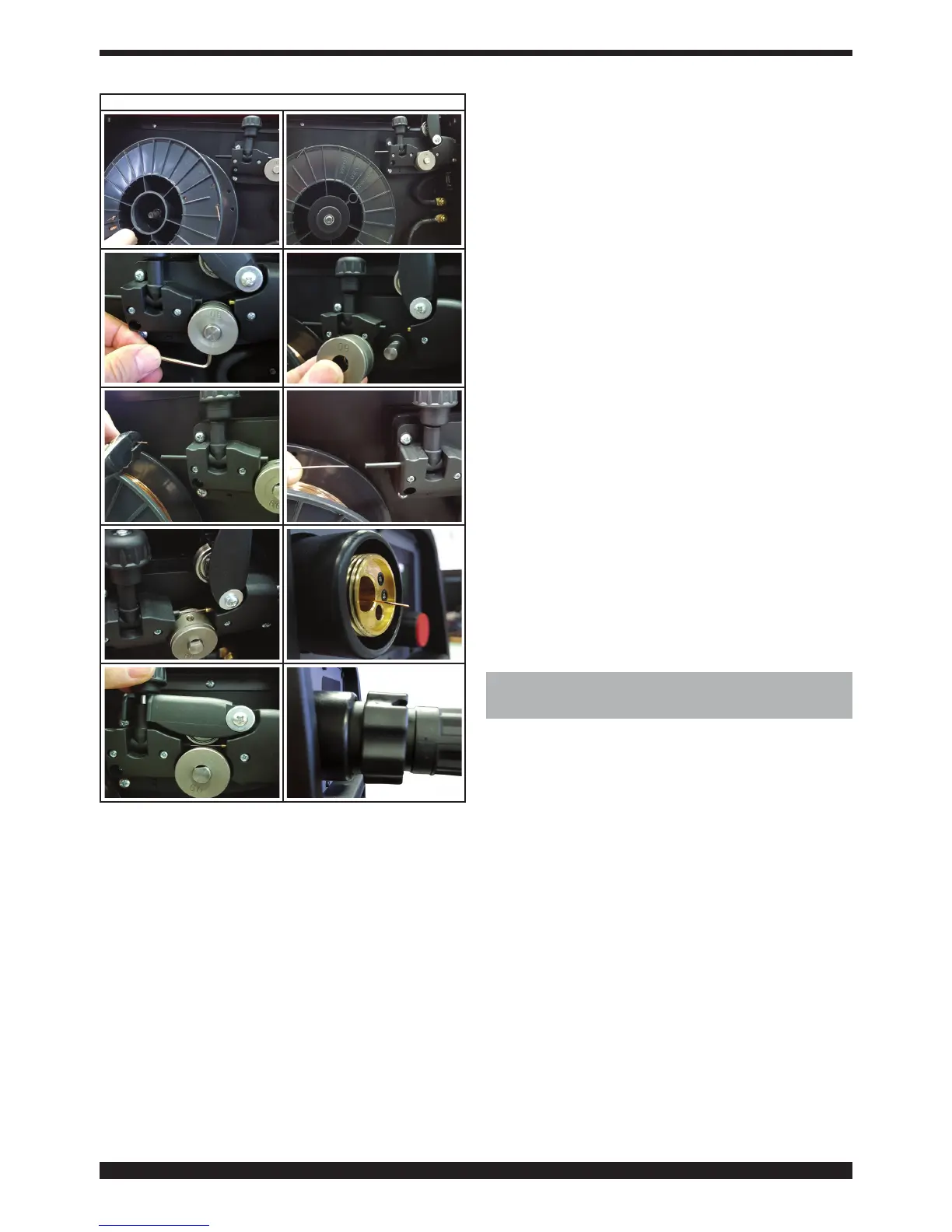
SEQUENZA MONTAGGIO BOBINA
fig.1
fig.2
fig.3 fig.4
fig.5 fig.6
fig.7 fig.8
fig.9
fig.10
NB. Durante la sequenza di montaggio la saldatrice deve
rimanere spenta per evitare che il rullo del motore in mo-
vimento possa creare pericolo per l’operatore.
• Inserire la bobina sul supporto all’interno del vano
comemostratoing.1.
• La bobina deve essere montata sul supporto in modo
cheillosisvolgainsensoorario.Eimportanteche
illosiafermatosullabobinadallatoavistavedig.
2. Bloccare la bobina sul supporto, come mostrato in
gura.
• Controllare che il rullo di traino sia posizionato corret-
tamenteinbasealdiametroealtipodiloutilizzato.
Per smontare il rullo, allineare la parte piatta del perno
porta rullo in basso, in modo che la chiave possa es-
sereinseritaall’internodellavitedissaggio,svitarela
vite,slareilrullo,rimontareilrulloinmodochelagola
corrispondaalloutilizzatovedigg.3e4.
• Tagliareilloconunutensilebenaflato,mantenendo
illotraleditainmodochenonpossasrotolarsi,in-
larlo all’interno del tubetto plastico uscente dal moto-
riduttoreeaiutandosiconunditoinlarloancheall’in-
ternodellacannettainacciaio,noafarlofuoriuscire
dall’adattatoreinottonevedigg.5-6-7-8.
• Chiudere il braccetto di traino, facendo attenzione al
lo,deveessereallineatoconlagoladelrullo,vedig.9.
• Montare la torcia di saldatura.
Dopo aver montato la bobina e la torcia, accendere la
macchina,scegliere la curva sinergica adeguata, seguen-
do le istruzioni descritte nel paragrafo “ funzioni di servi-
zio (PROCESS PARAMS). Togliere l’ugello gas e svitare
l’ugello portacorrente dalla torcia. Premere il pulsante
della torcia no alla fuoriuscita del lo, ATTENZIONE
tenere il viso lontano dalla lancia terminale mentre
il lo fuoriesce,avvitarel’ugelloportacorrenteeinlare
l’ugello gas.
Aprireilriduttoredellabombolaeregolareilussodel
gas a 8 – 10 l/min.
Durante la saldatura il display A visualizza la corrente e
la tensione effettiva di lavoro, i valori visualizzati possono
essere leggermente diversi dai valori impostati, questo
può dipendere da molteplici fattori, tipo di torcia, spes-
sore diverso dal nominale, distanza tra ugello porta cor-
rente e il materiale che si sta saldando e la velocità di
saldatura. I valori dicorrentee tensione,alla nedella
saldatura rimangono memorizzati sul display A, per vi-
sualizzare i valori impostati è necessario muovere leg-
germente la manopola B, mentre spingendo il pulsante
torcia senza saldare, sul display A compare il valore di
tensione a vuoto e il valore di corrente uguale a 0.
6 MESSA IN OPERA E INSTALLAZIONE PER SALDA-
TURA SENZA GAS.
Le azioni per preparare la macchina alla saldatura sono le
stesse di quelle descritte precedentemente ma per que-
sto tipo di saldatura agire come segue:
Montareunabobinadiloanimatopersaldaturasenza
gas selezionando la curva sinergica adeguata (E71TGS
0,9mm), seguendo le istruzioni descritte nel paragrafo “
funzioni di servizio (PROCESS PARAMS).
Montare una torcia adeguata al lo animato, dato che
questolo.nonavendounaprotezionegassosariscalda
molto di più la lancia terminale.
Montareilrullotrainaloadattoalloanimatodiametro
0,9mm e l’ugello portacorrente sulla torcia di saldatura.
Collegare il terminale del cavo massa, posto all’inter-
no del vano bobina, al polo positivo mentre il termi-
nale del cavo che fuoriesce dalla paratia deve essere
collegato al polo negativo.
Collegare il morsetto del cavo di massa al pezzo da
saldare.