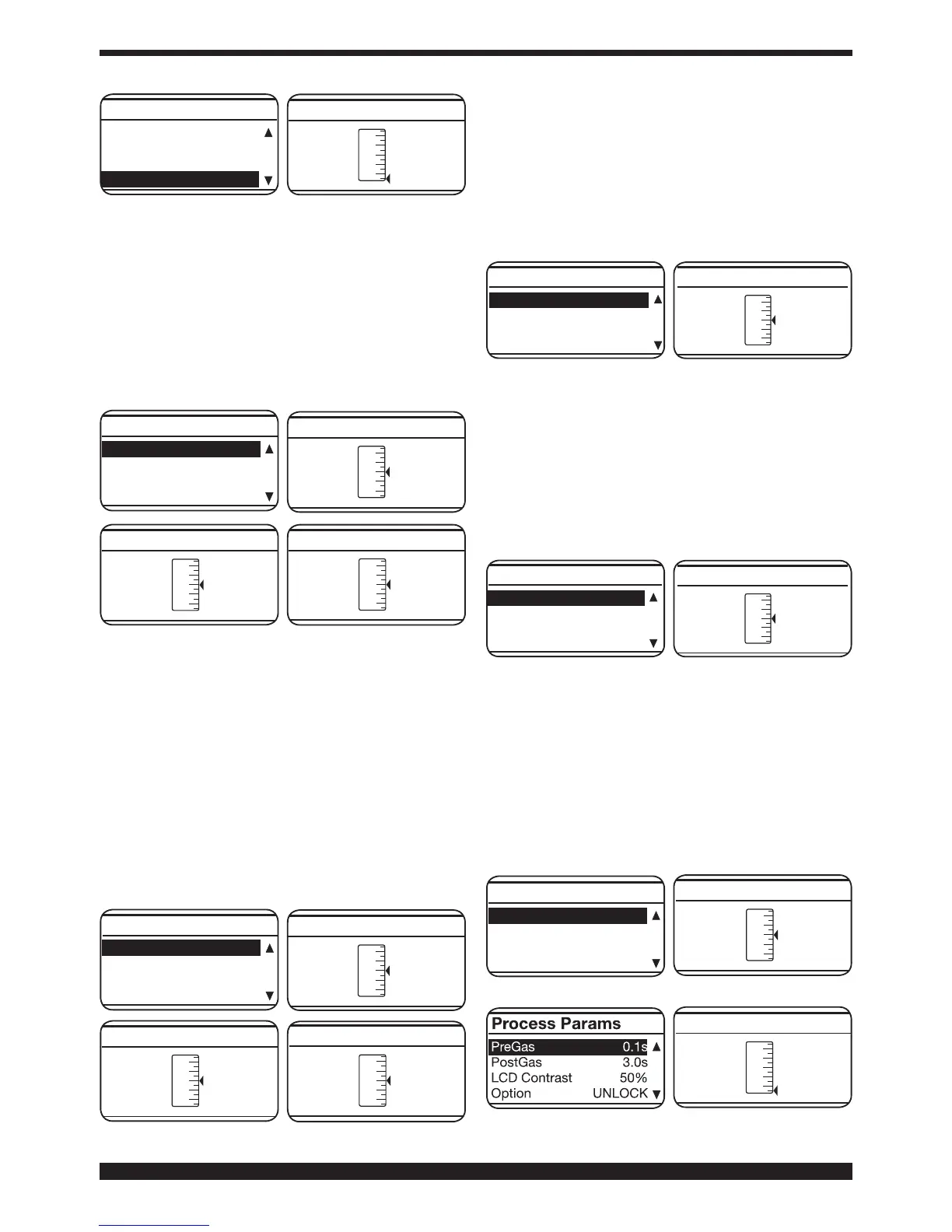
Start Mode 2T
Spot ON
Spot Time 1.0s
Pause Time OFF
Process Params
• HSA (automatisk hot start).
Denne funktion kan ikke benyttes, når funktionen 3L er
aktiveret. Når funktionen er blevet aktiveret, kan ope-
ratøren indstille startstrømmen (Start Curr) fra 10 til
200 % af svejsestrømmen (standardværdi 130 %). Det
er muligt at indstille strømmens varighed (S.C. Time)
fra 0,1 til 10 sekunder (standardværdi 0,5 sekunder).
Det er også muligt at indstille slope tidsrummet (Slope
Time) for overgang fra startstrømmen (Start Curr) til
svejsestrømmen fra 0,1 til 10 sekunder (standardværdi
0,5 sekunder).
HSA ON
Start Curr. 135%
0,5sS.C. Time
Slope Time 0,5s
Process Params
• CRA (crater ller - slutkraterfyldning).
Denne funktion kan ikke benyttes, når funktionen 3L er
aktiveret. Funktionen kan vælges i 2T- og 4T-svejsning
og eventuelt også kombineret med funktionen HSA.
Når funktionen er blevet aktiveret, kan operatøren ind-
stille slope tidsrummet (Slope Time) for overgang fra
svejsestrømmen til slutstrømmen ved kraterfyldning
(Crater Curr.) fra 0,1 til 10 sekunder (standardværdi
0,5 sekunder).
Det er muligt at indstille slutstrømmen ved kraterfyld-
ning (Crater Curr.) fra 10 til 200 % af svejsestrømmen
(standardværdi 60 %).
Det er muligt at indstille tidsrummet for slutstrøm ved
kraterfyldning (C.C. Time) fra 0,1 til 10 sekunder (stan-
dardværdi 0,5 sekunder)
CRA ON
Slope Time 0,5s
Crater Current 60%
C.C. Time 0,5s
Process Params
• Induktans (Inductance)
Indstillingen kan variere fra -9,9 til +9,9.
Standardindstillingen er 0. Hvis tallet er negativt,
reduceres impedansen, og lysbuen bliver hårdere. Hvis
værdien øges, bliver lysbuen derimod blødere.
For at komme til funktionen markerer du den ved hjælp
af håndtaget B. Tryk på håndtaget i maks. 2 sekunder,
og på displayet A vises indstillingsskalaen. Vælg
værdien, og tryk på håndtaget B i maks. 2 sekunder for
at bekræfte.
Inductance 0.0
Burn Back Auto
Soft Start Auto
Pre Gas 0,1s
Process Params
• Burnback AUTO
Indstillingen kan variere fra -9,9 til +9,9. Funktionen
benyttes til indstilling af længden af tråden fra gasdysen
efter svejsningen. Jo højere tallet er, desto større er
brændingen af tråden.
Standardindstillingen er sat til Auto (forhåndsindstillet
funktion). For at komme til funktionen markerer du den
ved hjælp af håndtaget B. Tryk på håndtaget i maks. 2
sekunder, og på displayet A vises indstillingsskalaen.
Vælg værdien, og tryk på håndtaget B i maks. 2
sekunder for at bekræfte.
Burn Back Auto
Soft Start Auto
Pre Gas 0,1s
Post Gas 3,0s
Process Params
• Soft Start AUTO
Indstillingen kan variere fra 0 til 100 %. Dette er trådens
hastighed (udtrykt som procent af den indstillede
svejsehastighed), inden den berører arbejdsemnet.
Denne indstilling er vigtig for altid at sikre en korrekt start.
Standardindstillingen er sat til Auto. (forhåndsindstillet
funktion)
For at komme til funktionen markerer du den ved hjælp
af håndtaget B. Tryk på håndtaget i maks. 2 sekunder,
og på displayet A vises indstillingsskalaen. Vælg
værdien, og tryk på håndtaget B i maks. 2 sekunder for
at bekræfte.
Soft Start AUTO
Gas 0,1sPre
Post Gas 3,0s
LCD Contrast 50%
Process Params