59
7.1 DRIFTSFUNKTIONER (PROCESS PARAMS) SOM
VISES PÅ DISPLAYET A
Start fra hovedskærmbilledet, og hold håndtaget B trykket
nede i min. 2 sekunder for at komme til driftsfunktionerne.
Vælg funktionen med håndtaget B, og tryk på det i maks.
2 sekunder for at komme til funktionen. Hold håndtaget
B trykket nede i min. 2 sekunder for at komme tilbage til
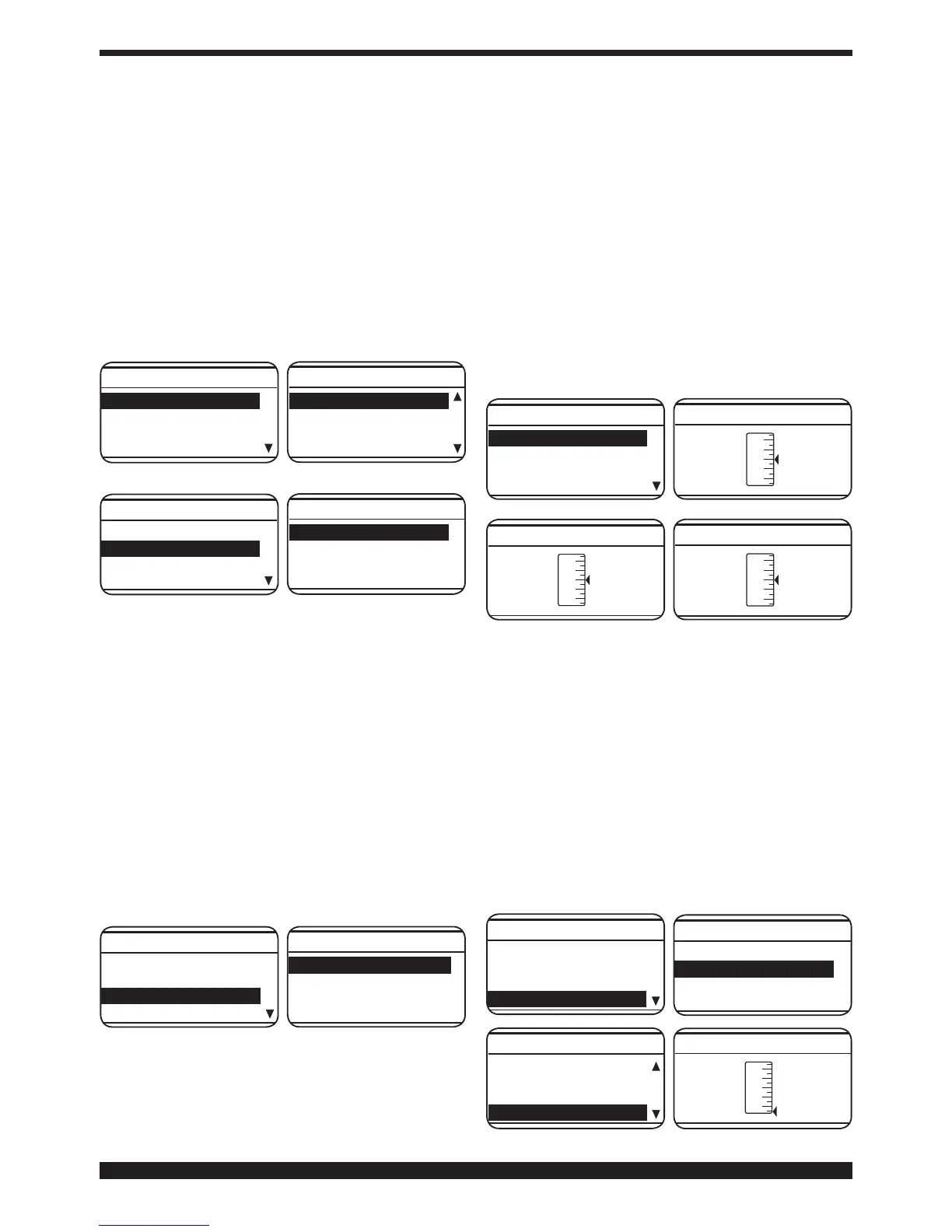
hovedskærmbilledet.Derndesfølgendefunktioner:
• Synergikurve (Wire Selection)
For at vælge synergikurven er det nødvendigt at vælge
den kurve, der er foreslået på displayet A, ved hjælp
af håndtaget B. Vælg den ønskede kurve, og bekræft
valget ved at trykke på håndtaget B i maks. 2 sekunder.
Efter at have trykket på håndtaget B vendes tilbage til
forrige skærmbillede (PROCESS PARAMS).
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Fe 0.8mm Ar 18 2CO
Fe 0.8mm 2CO
Fe 0.9mm Ar 18 2CO
Fe 0.9mm 2CO
Wire selection
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Vælg eller bekræft svejseprocessen ved hjælp af håndtaget B.
Vælg Short eller Pulsed, og hold håndtaget trykket nede i min.
2 sekunder.
Short angiver, at den valgte svejseproces er short
synergisvejsning.
Pulsed angiver, at den valgte svejseproces er pulserende
synergisvejsning.
• Svejsefunktion (Start Mode)
Vælg en af de to svejsefunktioner 2T eller 4T eller
3L ved hjælp af håndtaget B, og hold håndtaget B
trykket nede i maks. 2 sekunder for at bekræfte valget.
Ved denne procedure vendes altid tilbage til forrige
skærmbillede (PROCESS PARAMS).
Funktion 2T. Apparatet indleder svejsningen, når der
trykkes på svejseslangens knap. Svejsningen afbrydes,
når knappen slippes.
Funktion 4T. Tryk og giv hurtigt slip på svejseslangens
knap for at indlede svejsningen. Svejsningen afbrydes
ved at trykke og give hurtigt slip på knappen på ny.
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Funktion 3L, specielt velegnet i forbindelse med
svejsning af aluminium.
Det er muligt at indlæse tre forskellige værdier for
strøm ved hjælp af svejseslangens knap. Værdierne for
strøm og slope tidsrum indstilles på følgende måde:
Start Curr (startstrøm), indstilling fra 10 til 200 % af den
indstillede svejsestrøm.
Slope time, indstilling fra 0,1 til 10 sekunder. Fastsætter
slope tidsrummet mellem startstrømmen (Start Curr)
og svejsestrømmen og slope tidsrummet mellem
svejsestrømmen og slutstrømmen ved kraterfylding
(Crater Curr), indstilling fra 10 til 200 % af den indstillede
svejsestrøm.
Svejsningen indledes ved at trykke på svejseslangens
knap. Den aktiverede strøm svarer til startstrømmen
(Start Curr). Denne strøm opretholdes, mens
svejseslangens knap holdes trykket nede. Når knappen
slippes, overgår startstrømmen til svejsestrømmen.
Denne strøm opretholdes, indtil der atter trykkes
på svejseslangens knap. Når der igen trykkes på
svejseslangens knap, overgår svejsestrømmen til
slutstrømmen ved kraterfylding (Crater Curr.). Denne
strøm opretholdes, mens svejseslangens knap holdes
trykket nede.
Start Mode 3L
Start Curr 135%
Slope Time 0,55
Crater Curr 60%
Process Params
• Tidsrum for punktsvejsning og intermittens (Spot)
Denne funktion kan ikke benyttes, når funktionen 3L er
aktiveret.
Hvis du vælger tidsrummet for spot ON, vises
funktionen Spot Time på displayet. Ved at vælge
funktionen kan tiden indstilles fra 0,3-25 sekunder
på indstillingsskalaen. Ud over denne funktion vises
Pause Time på displayet. Ved at vælge funktionen kan
pauseintervallet mellem to efterfølgende svejsepunkter
eller svejsestrenge indstilles på indstillingsskalaen.
Pauseintervallet varierer fra 0 (OFF) til 5 sekunder.
For at komme til funktionerne Spot Time og Pause
Time trykker du på håndtaget B i maks. 2 sekunder.
Indstillingen sker altid ved hjælp af håndtaget B. For at
bekræfte trykker du på håndtaget i maks. 2 sekunder.
Når valget er bekræftet, vendes der altid tilbage til
skærmbilledet (PROCESS PARAMS).
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Process SHORT
Start Mode 2T
Spot ON
Spot Time 1.0s
Process Params