73
SPOLENS MONTERINGSSEKVENS
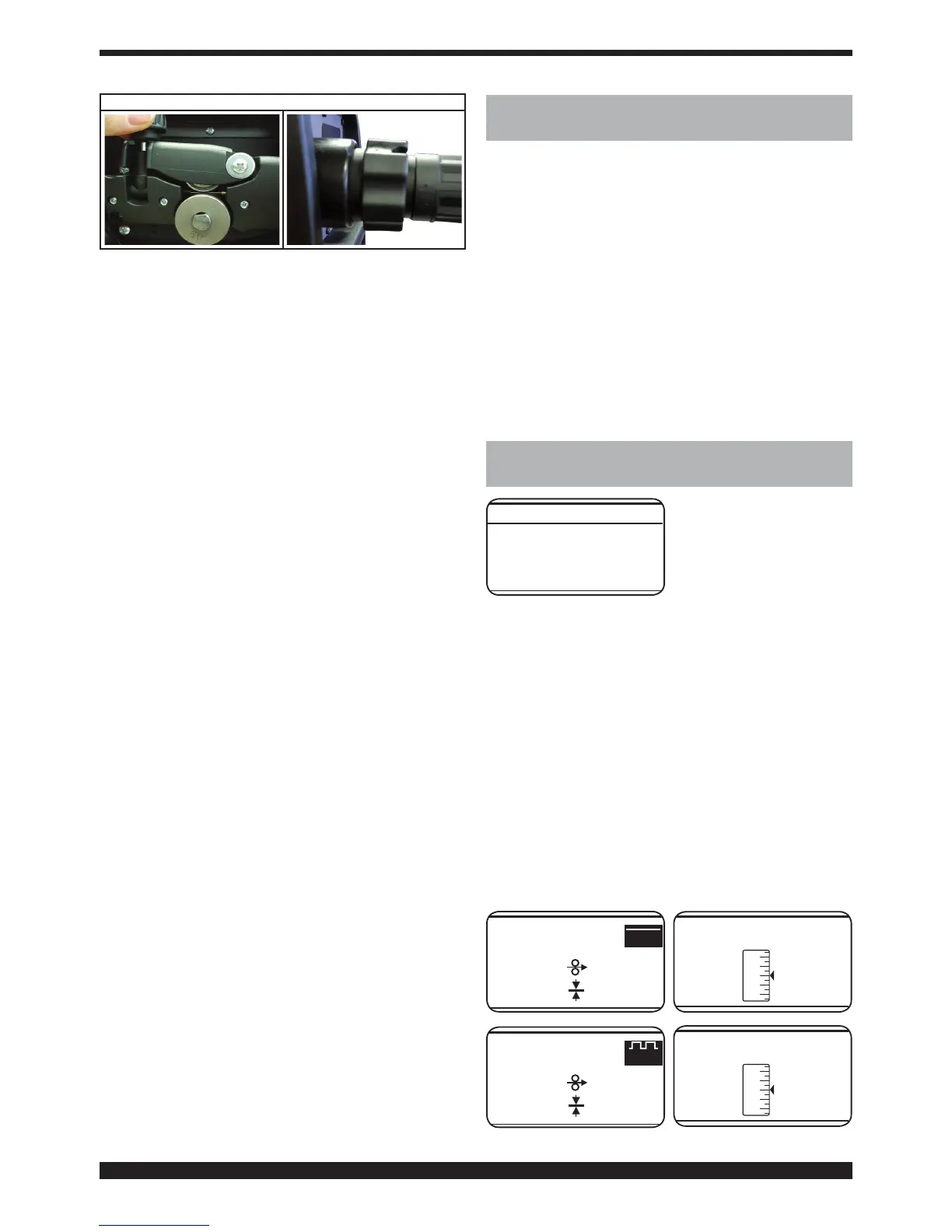
fig.9
fig.10
OBS! Svetsen ska vara avstängd under
monteringssekvensen för att undvika att motorns rulle
som är i rörelse medför fara för operatören.
• Monteratrådspolenpåspolhållareninutiutrymmet(g.1).
• Montera trådspolen på spolhållaren så att tråden rullas
ut medurs. Det är viktigt att tråden låses på spolen på
utsidan (g.2). Blockera trådspolen på spolhållaren
somiguren.
• Kontrollera att trådmatarrullen är korrekt placerad
utifrån tråddiametern och typen av tråd. Nedmontera
rullen genom att placera rullhållarstiftets platta del
nedåt så att nyckeln kan föras in i fästskruven. Skruva
loss skruven, dra ut rullen och återmontera rullen så att
öppningen överensstämmer med den använda tråden
(g.3och4).
• Kapa tråden med ett vasst verktyg. Håll tråden mellan
tummenochpekngretså attden inte kanrullaupp
sig. Stick in tråden i reducerväxelns plaströr. Använd
sedanettngerförattstickaintrådenistålrörettills
denkommerutfrånmässingadaptern(g.5,6,7och
8).
• Stäng trådmatararmen. Var uppmärksam på tråden
somskavarailinjemedrullensspår(g.9).
• Montera slangpaketet.
När monteringen av trådspolen och slangpaketet är
avslutad ska du sätta på apparaten och välja lämplig
synergisk kurva. Följ anvisningarna i avsnitt Driftfunktioner
(PROCESS PARAMS). Avlägsna gasmunstycket och
skruva ur slangpaketets kontaktmunstycke. Tryck på
slangpaketets knapp tills tråden matas ut. VARNING!
Håll inte munstycket intill ansiktet när tråden matas
ut. Skruva fast kontaktmunstycket och sätt tillbaka
gasmunstycket.
Öppna gasaskans tryckreduceringsventil och reglera
gasödettill8-10L/min.
Under svetsningen visas arbetsströmmen och
-spänningen på displayen A. De visade värdena kan skilja
sigenaningfråndeinställdavärdena.Detkanberopåera
olika saker såsom typen av slangpaket, annan tjocklek
än den nominella, avståndet mellan kontaktmunstycket
och arbetsstycket samt svetshastigheten. Ström-
och spänningsvärdena sparas på displayen A efter
svetsningen. Visa de inställda värdena genom att vrida
lite på vredet B samtidigt som slangpaketets knapp
trycks in utan att det utförs någon svetsning. Displayen A
visar tomgångsspänningen och strömvärdet lika med 0.
6 IGÅNGSÄTTNING OCH INSTALLATION FÖR
SVETSNING UTAN GAS
Apparaten förbereds för svetsning på nästan samma sätt
som ovan. Följande moment skiljer sig åt för denna typ
av svetsning:
Montera en spole med rörtråd för svetsning utan gas.
Välj lämplig synergisk kurva (E71TGS 0,9 mm) enligt
anvisningarna i avsnitt Driftfunktioner (PROCESS
PARAMS).
Montera ett lämpligt slangpaket för rörtråden med tanke
på att denna tråd inte har någon skyddsgas och därför
värmer munstycket mycket mer.
Montera lämplig trådmatarrulle för rörtråden med 0,9 mm
diameter och kontaktmunstycket på slangpaketet.
Anslut jordkabelns klämma, som är placerad inuti
spolens utrymme, till den positiva polen. Anslut
klämman på kabeln som kommer ut från höljet till
den negativa polen.
Anslut jordkabelns klämma till arbetsstycket.
7 BESKRIVNING AV FUNKTIONER SOM VISAS PÅ
DISPLAY A
När apparaten startas visar
displayen A följande:
Apparatens artikelnummer,
mjukvarans version och
utgivningsdatum samt de
synergiska kurvornas
utgåvenummer. (denna information ges också i kapitel 7.1
DRIFTFUNKTIONER).
Direkt efter starten visar displayen A följande:
Den använda synergiska kurvan, svetssättet 2T,4T, eller
3L funktionen SPOT om aktiverad, svetsningen SHORT
eller PULSED, svetsströmmen, svetstrådens hastighet i
m/min, svetsspänningen och rekommenderad tjocklek.
Öka eller minska svetsparametrarna genom att vrida på
vredet B. Värdena ändras alla tillsammans synergiskt.
Ändra svetsspänningen V genom att trycka in vredet B
i max. 2 sekunder. Displayen visar (Arc Length eller
svetsbågens längd) en skala med 0 på mitten. Värdet
kan ställas in på mellan -9,9 och +9,9 med vredet B. Tryck
snabbt in vredet B för att gå ur funktionen.
När du ändrar värdet, och har lämnat undermenyn, visas
en uppåtpil vid sidan av spänningen V för att indikera en
ökning av det inställda värdet medan en nedåtpil indikerar
en minskning.